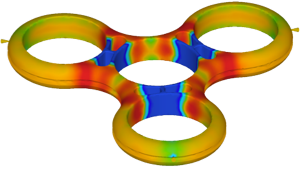
“达到顶出温度的时间”结果
“达到顶出温度的时间”结果显示达到顶出温度所需的时间,该时间从填充开始点进行测量。
检查事项
查看“达到顶出温度的时间”结果时,需注意以下方面:
- 零件是否在保压和冷却阶段结束时充分冻结?
- 注射位置或浇口是否在型腔被充分填满之前过早冻结?
- 是否有较薄区域先于较厚区域冻结,从而阻止较厚区域被充分填满?
使用此结果
理论上,零件应均匀冻结。零件中需要较长时间冻结的区域可能表示零件中较厚的区域。
检查以确保零件上没有达到顶出温度所需的时间远远超过更靠近注射位置的上游区域的区域。这些延后冷却区域不会保压良好,可能具有明显的缩痕缺陷或导致大翘曲。
如果由于零件中的较厚区域而需要较长时间才能达到顶出温度,请考虑重新设计零件。如果零件达到顶出温度的时间整体上显得很长,则可能需要通过降低模具和熔体温度来缩短周期时间。
后续步骤
以下选项可用于解决达到顶出温度的时间过长的问题:
- 考虑重新设计零件,以减小设计的相对厚度。
- 将注射位置移近零件较厚的区域。
- 降低模具和熔体温度,使塑料冻结速度更快。