熔接痕结果
“熔接线”结果显示了两个流动前沿相遇时合流的角度。熔接线的显示位置可以标识结构弱点和/或表面瑕疵。
熔接线
熔接线是在填充过程中,两个或多个流动路径相遇而造成的瑕疵或可见缺陷。这些问题可能是由零件中的孔或镶件、多个注射位置或者减慢流动速度(迟滞)或收集速度(竞流)的可变壁厚引起的。如果不同流动前沿在相遇之前冷却,则它们可能无法很好地重新熔合,这会在成型零件中产生瑕疵。还可能出现条纹、刻痕和/或变色。

熔接线的视觉外观以及该位置处模型的强度取决于材料类型、是否存在填充物及其体积以及熔接线处的压力和温度。
检查事项
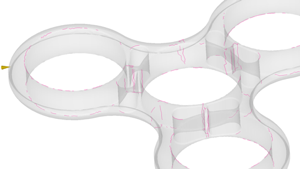
在“熔接线”结果中,熔接线在透明模型上显示为细彩色线。“熔接线”结果可以帮助您识别以下问题:
- 结构问题:零件在熔接线处破裂或变形的可能性更大,尤其在熔接线质量很低的时候。在零件承受应力的区域,此弱点是更为严重的问题。
- 可见瑕疵:熔接线可能导致零件表面出现线条、凹槽或颜色变化。如果熔接线位于非关键零件表面上(例如底部),这可能就不成问题了。
使用此结果
请考虑熔接线的加工条件和位置,以确定熔接线是否为高质量。应该避免出现熔接线和熔合线,在要求强度或光滑外观的区域尤其应该避免出现熔接线。可以将熔接线移动到强度要求不严格且视觉外观不明显的区域。通过更改填充模式,以使流动前沿在其他位置相遇,便可移动熔接线。
后续步骤
要移动熔接痕,请:
- 更改注射位置
- 更改模型的厚度。
若要提高熔接线质量,请执行以下操作:
提高熔体温度或注射速度。这会使流动前沿更加有效地彼此焊接。
移动注射位置,以使得流动前沿相遇角度更加倾斜,从而将熔接线转变为熔合线。