2D-Adaptive Clearing - Referenz
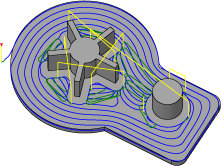
Adaptive Clearing ist eine Schruppoperation mit einem "fließenden" Werkzeugweg. Sie können eine Kavität, eine offene Tasche oder den Bereich um ein Schraubloch herum freiräumen. Adaptive Clearing entfernt alle herkömmlichen Schnittbewegungen und alle scharfen Richtungsänderungen. Der Bearbeitungsbereich kann durch die Auswahl von Kanten, Skizzen oder einer Volumenkörperfläche bestimmt werden.
Fertigen > Fräsen > 2D > 2D-Adaptive Clearing ![]()
Weitere Informationen erhalten Sie im Video Adaptive Clearing-Vorgänge in Fusion.
 Einstellungen auf der Registerkarte Werkzeug
Einstellungen auf der Registerkarte Werkzeug
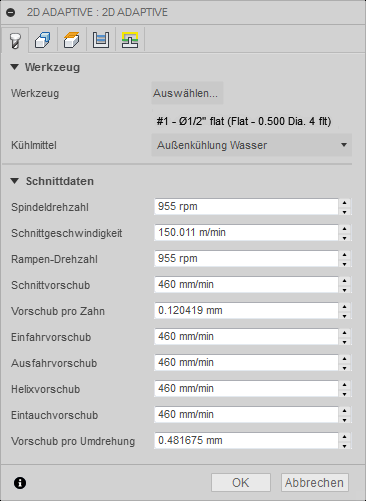
Kühlmittel
Wählen Sie die Art des Kühlmittels aus, das für die Werkzeugmaschine verwendet wird. Nicht alle Arten funktionieren mit allen Maschinen-Postprozessoren.
Vorschub und Drehzahl
Spindel- und Vorschub-Schnittparameter.
- Spindeldrehzahl - Drehzahl der Spindel in Umdrehungen pro Minute (RPM)
- Schnittgeschwindigkeit - Die Geschwindigkeit, mit der das Material über die Schnittkante des Werkzeugs geführt wird (SFM oder m/min)
- Rampen-Drehzahl - Die Drehzahl der Spindel während der Ausführung von Rampenbewegungen
- Schnittvorschub - Vorschub für reguläre Schnittbewegungen. Ausgedrückt in Zoll/Minute (IPM) oder mm/min
- Vorschub pro Zahn - Der Schnittvorschub, ausgedrückt als Vorschub pro Zahn (FPT)
- Einfahrvorschub - Vorschub bei der Einfahrt in eine Schnittbewegung.
- Ausfahrvorschub - Vorschub bei der Ausfahrt aus einer Schnittbewegung.
- Helixvorschub - Der bei helikalen Rampenbewegungen in das Rohteil verwendete Vorschub.
- Eintauchvorschub - Der beim Eintauchen in das Rohteil verwendete Vorschub
- Vorschub pro Umdrehung - Der Eintauchvorschub, ausgedrückt als Vorschub pro Umdrehung
 Einstellungen auf der Registerkarte Geometrie
Einstellungen auf der Registerkarte Geometrie
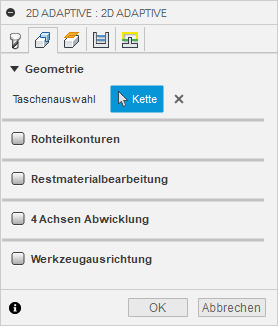
Geometrie
 |
Wählen Sie Flächen, Kanten oder Skizzen aus. Sie können Rohteilmaterial aus dem Inneren einer Tasche oder von der Außenseite einer stehenden Insel entfernen.
|
Taschenauswahl
Wählen Sie eine beliebige Fläche, Kante oder Skizze aus, um die Bearbeitungsbegrenzung zu definieren. Verwenden Sie die Kantenauswahl für Bereiche mit Bohrungen oder Taschen innerhalb von Taschen. Für stehende Inseln wählen Sie die äußere Begrenzung der Insel und aktivieren die Option Rohteilkonturen (siehe unten). Der Werkzeugweg wird zwischen der gewählten Begrenzung und dem äußeren Rohteilbereich berechnet.
 |
Wählen Sie Flächen, Kanten oder Skizzen aus. Verwenden Sie die Kantenauswahl für Bereiche mit Bohrungen oder Taschen innerhalb von Taschen.
|
Erweiterungsmethode
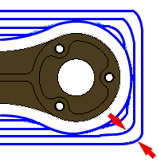
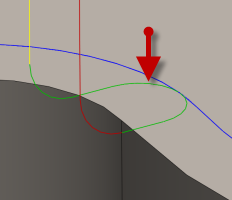
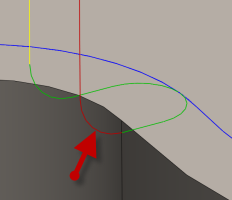
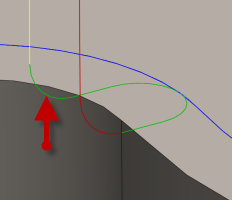
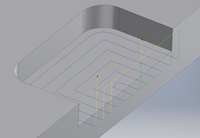
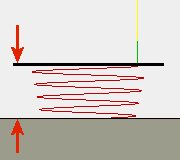
Wenn Sie eine offene Tasche für die Bearbeitung auswählen, werden die Ketten der Auswahl so bis zur Rohteilbegrenzung erweitert, wie durch eine Erweiterungsmethode zum Erstellen einer geschlossenen Umgrenzung definiert ist. Die geschlossene Umgrenzung ist zum Erzeugen eines Werkzeugwegs erforderlich. Wenn sich die Ketten schneiden, bevor sie die Rohteilbegrenzung erreichen, gibt es keine geschlossene Umgrenzung und die Werkzeugwegberechnung schlägt fehl.
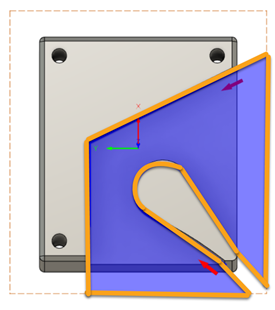
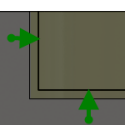
Beispiel für die erfolgreiche Werkzeugwegerstellung über eine offene Tasche mithilfe einer geschlossenen Umgrenzung:
 |
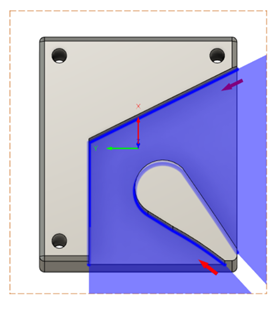 |
| 1) Offene Tasche für die Bearbeitung | 2) Bis zur Rohteilbegrenzung erweiterte Kettenauswahl |
 |
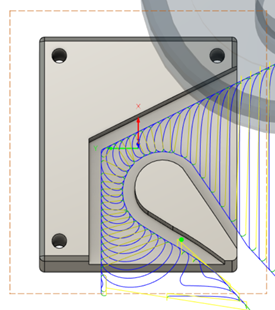 |
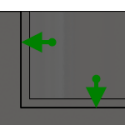
| 3) Geschlossene Umgrenzung definiert | 4) Resultierender Werkzeugweg generiert |
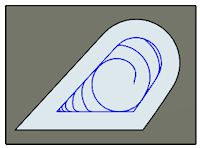
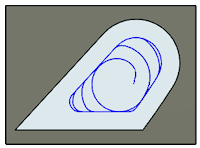
Die Erweiterungsmethoden sind:
- Tangential: Erweitert alle Kettenauswahlen tangential.
- Nächstliegende Begrenzung: Erweitert alle Kettenauswahlen in die Richtung, die dem Begrenzungsrahmen des Rohteils am nächsten ist.
- Parallel: Erweitert die sich schneidenden Kettenauswahlen so, dass sie parallel sind, wenn sie den Begrenzungsrahmen erreichen. Die übrigen Ketten werden tangential erweitert.
Die auszuwählende Erweiterungsmethode hängt von der Modellgeometrie ab. Tangential ist die vorgabemäßige Erweiterungsmethode. In Fällen, in denen sie nicht geeignet ist, ist Nächstliegende Begrenzung die nächste empfohlene Methode.
](../images/diagram/tangent-extension-method.png) |
](../images/diagram/closest-boundary-extension-method.png) |
 |
| Erweiterungsmethode Tangential | Erweiterungsmethode Nächstliegende Begrenzung | Erweiterungsmethode Parallel |
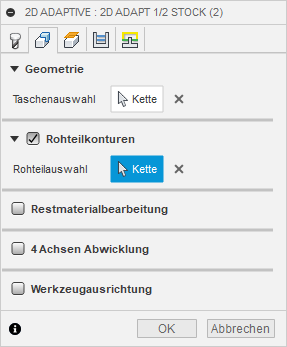
Rohteilkontur
Wenn diese Option aktiviert ist, wird der Werkzeugweg so berechnet, dass die Begrenzungen des definierten Rohteils oder eine ausgewählte Begrenzung berücksichtigt werden. Die vorgegebene Begrenzung ist der Rohteilrahmen, wie im Setup angegeben. Sie können auch Kanten im Modell oder eine Skizzenbegrenzung auswählen. Dies bietet zusätzlichen Sicherheitsabstand für die Ein- und Ausfahrbewegungen. Dies kann den Bearbeitungsbereich des Rohteils einschränken oder erweitern. Lassen Sie die Option für Taschen mit geschlossener Begrenzung deaktiviert.
Rohteilauswahl - Wählen Sie eine geschlossene Begrenzung, um den Bearbeitungsbereich zu definieren. Zur Bearbeitung des Rohteilrahmens, der im Setup angegeben wurde, ist keine Auswahl erforderlich. Wenn Sie eine Begrenzung auswählen, die größer als das Rohteil ist, wird der Schnittbereich erweitert. Dies kann für unregelmäßige Rohteilgrößen nützlich sein. Die ausgewählte Bearbeitungsbegrenzung kann eine beliebige Form haben.
 |
Wählen Sie Kanten oder Skizzen, um die Schnittbegrenzung zu definieren.
Anmerkung: Es handelt sich nicht um eine Werkzeugbegrenzung, da sich das Werkzeug von außen dem ausgewählten Bereich nähert. |
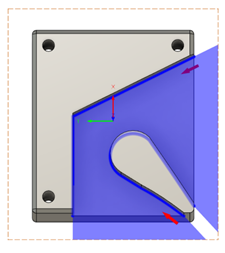
Restmaterialbearbeitung
Wenn diese Option aktiviert ist, wird die Operation darauf beschränkt, nur Material zu entfernen, das von einem vorherigen Werkzeug oder bei einer vorherigen Operation nicht entfernt werden konnte.
Bei der Restmaterialbearbeitung geht es um das verbleibende Rohteilmaterial.
Erfordert zusätzliche Informationen über das Werkzeug, das zuvor zum Schneiden der Begrenzung verwendet wurde.
 |
|
- Werkzeugdurchmesser - Geben Sie den Durchmesser des zuvor zum Schneiden der Begrenzung verwendeten Werkzeugs an.
- Eckenradius - Geben Sie den Eckenradius des zuvor zum Schneiden der Begrenzung verwendeten Werkzeugs an.
- Verjüngungswinkel - Geben Sie den Verjüngungswinkel des zuvor zum Schneiden der Begrenzung verwendeten Werkzeugs an.
- Schulterlänge - Geben Sie die Schulterlänge des zuvor zum Schneiden der Begrenzung verwendeten Werkzeugs an.
Werkzeugausrichtung
Gibt an, wie mithilfe einer Kombination aus Dreiergruppenausrichtungs- und Ursprungsoptionen die Werkzeugausrichtung bestimmt wird.
Das Dropdown-Menü Werkzeugansicht stellt die folgenden Optionen zum Festlegen der Ausrichtung der X-, Y- und Z-Dreiergruppenachsen bereit:
- Setup-WKS-Ausrichtung - Verwendet das Werkstück-Koordinatensystem (WKS) des aktuellen Setups für die Werkzeugausrichtung.
- Modellausrichtung - Verwendet das Koordinatensystem (WKS) des aktuellen Bauteils für die Werkzeugausrichtung.
- Z-Achse/-Ebene und X-Achse auswählen - Wählen Sie eine Fläche oder Kante zum Definieren der Z-Achse und eine andere Fläche oder Kante zum Definieren der X-Achse aus. Sowohl die Z- als auch die X-Achse kann um 180 Grad gedreht werden.
- Z-Achse/-Ebene und Y-Achse auswählen - Wählen Sie eine Fläche oder Kante zum Definieren der Z-Achse und eine andere Fläche oder Kante zum Definieren der Y-Achse aus. Sowohl die Z- als auch die Y-Achse kann um 180 Grad gedreht werden.
- X- und Y-Achse auswählen - Wählen Sie eine Fläche oder Kante zum Definieren der X-Achse und eine andere Fläche oder Kante zum Definieren der Y-Achse aus. Sowohl die X- als auch die Y-Achse kann um 180 Grad gedreht werden.
- Koordinatensystem auswählen - Legt eine bestimmte Werkzeugausrichtung für diesen Vorgang anhand eines definierten Benutzerkoordinatensystems im Modell fest. Hierbei werden sowohl der Ursprung als auch die Ausrichtung des vorhandenen Koordinatensystems verwendet. Verwenden Sie diese Option, wenn Ihr Modell keinen geeigneten Punkt und keine geeignete Ebene für die gewünschte Operation enthält.
Das Dropdown-Menü Ursprung bietet die folgenden Optionen zum Lokalisieren des Dreiergruppenursprungs:
- WKS-Ursprung - Verwendet den WKS-Ursprung des aktuellen Setups als Werkzeugursprung.
- Modellursprung - Verwendet den WKS-Ursprung des aktuellen Bauteils als Werkzeugursprung.
- Ausgewählter Punkt - Wählen Sie einen Scheitelpunkt oder eine Kante als Dreiergruppenursprung.
- Punkt auf Rohteilbox - Wählen Sie einen Punkt auf der Rohteil-Begrenzungsbox als Dreiergruppenursprung.
- Punkt auf Modellbox - Wählen Sie einen Punkt auf der Modell-Begrenzungsbox als Dreiergruppenursprung.
 Einstellungen auf der Registerkarte Höhen
Einstellungen auf der Registerkarte Höhen
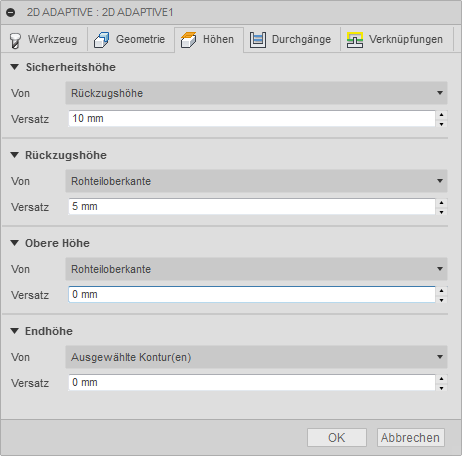
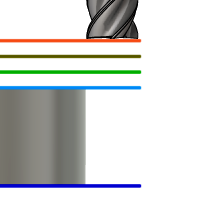
Sicherheitshöhe
Die Sicherheitshöhe ist die erste Höhe, die das Werkzeug auf seinem Weg zum Anfang des Werkzeugwegs per Eilgang ansteuert.
Sicherheitshöhe
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Von Vorschubhöhe: Inkrementeller Versatz von der Vorschubhöhe
- Von Oberkante/Anfangshöhe der Bearbeitung: Inkrementeller Versatz gegenüber der Oberkante/Anfangshöhe der Bearbeitung.
- Von Endtiefe der Bearbeitung: Inkrementeller Versatz gegenüber der Endtiefe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Rohteilunterkante: Inkrementeller Versatz gegenüber der Rohteilunterkante.
- Ausgewählte Kontur(en): Inkrementeller Abstand von einer im Modell ausgewählten Kontur.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Sicherheitshöhen-Versatz
Der Sicherheitshöhen-Versatz wird in Abhängigkeit von der in der obigen Dropdown-Liste ausgewählten Sicherheitshöhe angewendet.
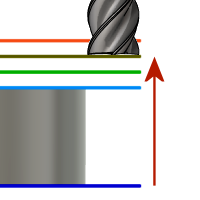
Rückzugshöhe
Mit der Rückzugshöhe wird die Höhe festgelegt, zu der das Werkzeug nach oben verschoben wird, bevor die nächste Schnittbewegung erfolgt. Der Wert für die Rückzugshöhe muss über dem Wert für Vorschubhöhe und Oberkante liegen. Die Rückzugshöhe wird zusammen mit dem nachfolgenden Versatz zum Festlegen der Höhe verwendet.
Rückzugshöhe
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Obere Höhe: Inkrementeller Versatz gegenüber der oberen Höhe.
- Von Endtiefe der Bearbeitung: Inkrementeller Versatz gegenüber der Endtiefe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Rohteilunterkante: Inkrementeller Versatz gegenüber der Rohteilunterkante.
- Ausgewählte Kontur(en): Inkrementeller Abstand von einer im Modell ausgewählten Kontur.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Rückzugshöhenversatz
Der Rückzugshöhenversatz wird in Abhängigkeit von der in der obigen Dropdown-Liste ausgewählten Rückzugshöhe angewendet.
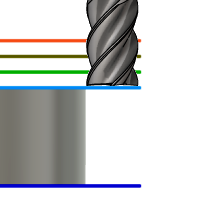
Obere Höhe
Über Obere Höhe wird die Höhe festgelegt, die die Oberkante des Schnitts beschreibt. Der Wert für Obere Höhe muss über dem Wert für Unterkante liegen. Die obere Höhe wird zusammen mit dem nachfolgenden Versatz zum Festlegen der Höhe verwendet.
Obere Höhe
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Von Vorschubhöhe: Inkrementeller Versatz von der Vorschubhöhe
- Von Endtiefe der Bearbeitung: Inkrementeller Versatz gegenüber der Endtiefe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Rohteilunterkante: Inkrementeller Versatz gegenüber der Rohteilunterkante.
- Ausgewählte Kontur(en): Inkrementeller Abstand von einer im Modell ausgewählten Kontur.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Versatz oben
Der Versatz Oben wird in Abhängigkeit von der in der obigen Dropdown-Liste ausgewählten oberen Höhe angewendet.
Endtiefe der Bearbeitung
Die Endhöhe bestimmt die Endhöhe/-tiefe der Bearbeitung und die niedrigste Tiefe, auf die das Werkzeug in das Rohteil abgesenkt wird. Der Wert für Endhöhe muss unter dem Wert für Oberkante liegen. Die Endhöhe wird zusammen mit dem nachfolgenden Versatz zum Festlegen der Höhe verwendet.
Endhöhe
- Sicherheitshöhe: Inkrementeller Versatz gegenüber der Sicherheitshöhe.
- Rückzugshöhe: Inkrementeller Versatz gegenüber der Rückzugshöhe.
- Von Vorschubhöhe: Inkrementeller Versatz von der Vorschubhöhe
- Von Oberkante/Anfangshöhe der Bearbeitung: Inkrementeller Versatz gegenüber der Oberkante/Anfangshöhe der Bearbeitung.
- Modelloberkante: Inkrementeller Versatz gegenüber der Modelloberkante.
- Modellunterkante: Inkrementeller Versatz gegenüber der Modellunterkante.
- Von Oberkante Rohteil: Inkrementeller Versatz gegenüber der Oberkante Rohteil.
- Rohteilunterkante: Inkrementeller Versatz gegenüber der Rohteilunterkante.
- Ausgewählte Kontur(en): Inkrementeller Abstand von einer im Modell ausgewählten Kontur.
- Auswahl: Inkrementeller Versatz gegenüber einem Punkt (Scheitelpunkt), einer Kante oder einer Fläche, der bzw. die im Modell ausgewählt wurde.
- Ursprung (absolut): Absoluter Versatz vom Ursprung, der innerhalb des jeweiligen Vorgangs entweder im Setup oder in der Werkzeugorientierung definiert wird.
Unterer Versatz
Der Versatz Unten wird in Abhängigkeit von der in der obigen Dropdown-Liste ausgewählten Endhöhe angewendet.
 Einstellungen auf der Registerkarte Durchgänge
Einstellungen auf der Registerkarte Durchgänge
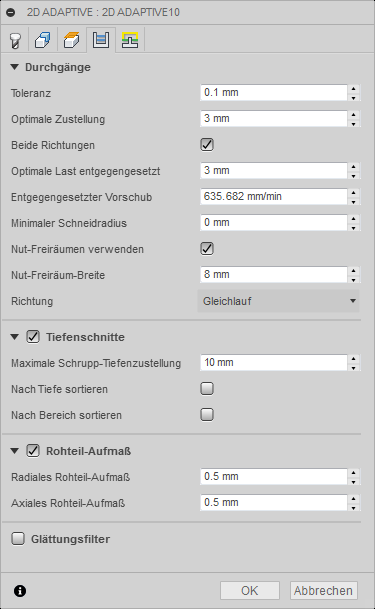
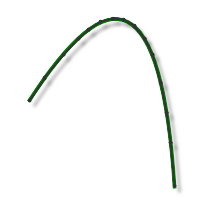
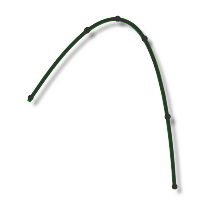
Toleranz
Die Toleranz wird beim Linearisieren von Geometrie, wie z. B. Splines und Ellipsen, verwendet. Die Toleranz wird als die maximale Sehnenlänge verwendet.
 |
 |
| Hohe Toleranz 0.100 | Niedrige Toleranz 0,001 |
Die Konturbewegung der CNC-Maschine wird über den Linienbefehl G1 und die Bogenbefehle G2 und G3 gesteuert. Hierfür gleicht Fusion die Spline- und Flächen-Werkzeugwege durch Linearisieren an, wobei viele kurze Liniensegmente erstellt werden, um sich der gewünschten Form anzunähern. Wie genau der Werkzeugweg der gewünschten Form entspricht, hängt weitgehend von der Anzahl der verwendeten Linien ab. Je mehr Linien, desto enger nähert sich der Werkzeugweg der Nennform des Splines oder der Fläche an.
Data Starving
Es ist verlockend, immer sehr enge Toleranzen zu verwenden, aber dies muss gegen gewisse Aspekte abgewogen werden, z. B. längere Zeiten für die Werkzeugwegberechnung, große G-Code-Dateien und sehr kurze Linearbewegungen. Die ersten beiden Aspekte stellen kein großes Problem dar, da Fusion Berechnungen sehr schnell durchführt und die meisten modernen Steuerungen über mindestens 1 MB RAM verfügen. Die kurzen Linearbewegungen können jedoch in Verbindung mit hohen Vorschubgeschwindigkeiten zu einem Phänomen führen, das als Data Starving bekannt ist.
Data Starving tritt auf, wenn die Steuerung so stark mit Daten überflutet wird, dass sie die Verarbeitung nicht bewältigen kann. CNC-Steuerungen können nur eine begrenzte Anzahl von Codezeilen (Blöcken) pro Sekunde verarbeiten. Die Bandbreite reicht von gerade einmal 40 Blöcken/Sekunde auf älteren Maschinen bis zu 1.000 Blöcken/Sekunde und mehr auf neueren Maschinen wie der Haas Automation-Steuerung. Kurze Linearbewegungen und hohe Vorschubgeschwindigkeiten können die Verarbeitungsrate derart erhöhen, dass die Steuerung überfordert ist. Wenn dies geschieht, muss die Maschine nach jeder Bewegung anhalten und auf den nächsten Servobefehl von der Steuerung warten.
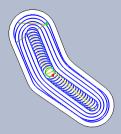
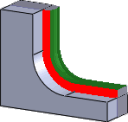
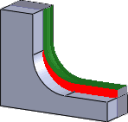
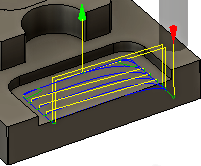
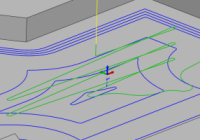
Optimale Zustellung
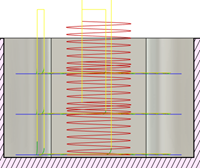
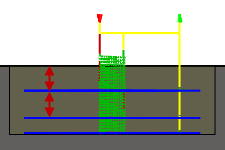
Legt den maximalen Einfügungsbereich fest, den der adaptive Werkzeugweg beibehalten muss. Dies kann als Anzahl der Zustellungen angesehen werden, adaptive Hochgeschwindigkeitsbearbeitung variiert jedoch die Zustellung, um die Überlastung des Werkzeugs zu reduzieren.
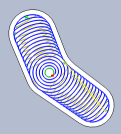
Herkömmliche Taschenwerkzeugwege können das Werkzeug überlasten. 3D Adaptive Clearing sorgt für 40 % schnellere Materialabtrennung, wodurch längere tiefe Schnitte mit mehr Zuverlässigkeit ermöglicht werden. Hochgeschwindigkeitsbearbeitung - HSM, Adaptive eliminiert Spitzen im Werkzeug-Einfügungsbereich, die Cutter beschädigen könnten.
 |
 |
 |
| Adaptive HSM | Adaptive Bearbeitung mit hoher Geschwindigkeit - Freiräum-Werkzeugweg | Herkömmliche Tasche - Freiräum-Werkzeugweg |
Beide Richtungen
Gibt an, dass die Operation offene Profile im Gleichlauf und Gegenlauf fräst.
- Optimale Last entgegengesetzt - Geben Sie die Schnittbreite für den Gegenlauf an.
- Vorschub entgegengesetzt - Geben Sie den Vorschub des Schnitts für den Gegenlauf an.
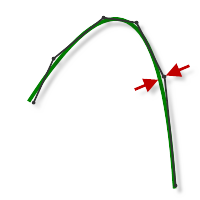
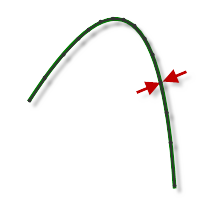
Minimaler Schneidradius
Definiert den kleinsten Werkzeugweg-Radius, der in einer scharfen Ecke erstellt werden darf. Minimaler Schneidradius erstellt eine Verschmelzung an allen inneren scharfen Ecken.
Wenn Sie das Werkzeug in eine scharfe Ecke oder in eine Ecke zwingen, in der der Radius dem Werkzeugradius entspricht, kann dies zu Vibrationen führen und das Oberflächen-Finish beeinträchtigt werden.
 |
 |
|
| Auf Null gesetzt - Der Werkzeugweg wird in alle inneren scharfen Ecken gezwungen. | Auf 0.07 Zoll gesetzt - Der Werkzeugweg weist eine Verschmelzung mit einem Radius von 0.070 in allen scharfen Ecken auf. |
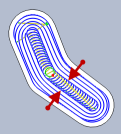
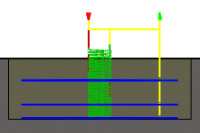
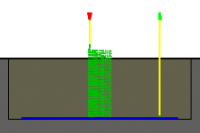
Nut-Freiräumen verwenden
Aktivieren Sie diese Einstellung, um die Tasche erst mit einer Nut entlang der Mitte trochoidal freizuräumen und anschließend im Spiralmodus bis zur Taschenwand abzuarbeiten. Diese Funktion kann verwendet werden, um bei einigen Taschen Verknüpfungsbewegungen in den Ecken zu reduzieren.
| Aktiviert | Deaktiviert | |
 |
 |
Nut-Freiräum-Breite
Gibt die Breite der trochoidal zu bearbeitenden Nut entlang der Taschenmitte an, bevor die Tasche bis zur Taschenwand im Spiralmodus abgearbeitet wird.
 Nut-Freiräum-Breite
Nut-Freiräum-Breite
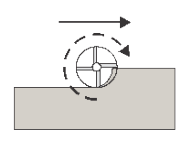
Richtung
Über die Option Richtung können Sie steuern, ob Fusion versuchen soll, entweder Gleichlauf- oder Gegenlauffräsen beizubehalten.
Zugehörig: Abhängig von der Geometrie ist es nicht immer möglich, Gleichlauf- oder Gegenlauffräsen über den gesamten Werkzeugweg beizubehalten.
Gleichlauf
Wählen Sie Gleichlauf, um alle Durchgänge in einer einzigen Richtung zu bearbeiten. Bei Auswahl dieser Methode versucht Fusion, Gleichlauffräsen relativ zu den ausgewählten Begrenzungen zu verwenden.
 |
 |
| Gleichlauffräsen | Gegenlauffräsen |
Tiefenschnitte
Gibt an, dass mehrere Tiefen geschnitten werden sollen.
 |
 |
| Mit mehreren Tiefenschnitten | Ohne mehrere Tiefenschnitte |
Gleichmäßige Tiefenzustellungen verwenden
Ermöglicht das Erstellen gleichmäßiger Abstände zwischen Bearbeitungsdurchgängen. Dies trägt dazu bei, dass Werkzeuge länger halten, indem die Schnittbedingungen konstant bleiben und plötzliche Spitzen beim Werkzeugeingriff minimiert werden.
 |
 |
| Vor der Auswahl von Gleichmäßige Tiefenzustellungen verwenden | Nach der Auswahl von Gleichmäßige Tiefenzustellungen verwenden |
Maximale Tiefenzustellung
Gibt den Abstand für die maximale Tiefenzustellung zwischen Z-Ebenen an. Die maximale Tiefenzustellung wird auf die volle Tiefe abzüglich verbleibender Rohteil- und Schlichtdurchgangsmengen angewendet.
- Der letzte Durchgang kann kleiner als die maximale Tiefenzustellung sein.
- Darstellung ohne Schlichtzustellung
Nach Tiefe sortieren
Wenn diese Option aktiviert ist, werden die Schnitte mehrerer Konturen oder Kavitäten nach Z-Ebene angeordnet.
 |
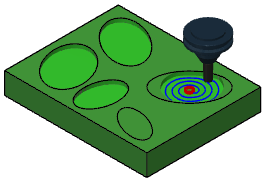 |
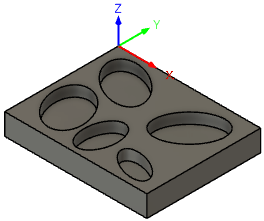
| Modell mit mehreren Kavitätenauswahlen |
Alle Kavitäten geschnitten entlang Z-Ebene |
Nach Bereich sortieren
Wenn diese Option aktiviert ist, werden alle Tiefenschnitte für jede Kontur oder Kavität abgeschlossen, bevor mit dem nächsten fortgefahren wird.
|
 |
| Modell mit mehreren Kavitätenauswahlen |
Schließen Sie die erste Kontur oder Kavität ab, bevor Sie mit der nächsten fortfahren. |
Rohteil-Aufmaß
 |
 |
 |
| Positiv | Kein | Negativ |
| Positives Rohteil-Aufmaß: Der nach einer Operation verbleibende Betrag des Rohteils, der mittels nachfolgender Schrupp- oder Schlichtoperationen zu entfernen ist. Bei Schruppoperationen bleibt vorgabemäßig ein geringer Materialbetrag zurück. | Kein Rohteil-Aufmaß: Sämtliches überschüssiges Material wird bis zur ausgewählten Geometrie entfernt. | Negatives Rohteil-Aufmaß: Material wird über die Bauteilfläche oder -begrenzung hinaus entfernt. Dieses Verfahren wird häufig bei der Elektrodenbearbeitung zum Ermöglichen einer Funkenstrecke verwendet, oder um Toleranzanforderungen eines Bauteils zu erfüllen. |
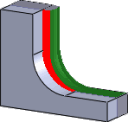
Radiales (oberes) Rohteil-Aufmaß
Der Parameter Radiales Rohteil-Aufmaß steuert die Menge des in der radialen Richtung (lotrecht zur Werkzeugachse), also an der Seite des Werkzeugs, zu belassenden Materials.
 |
 |
| Radiales Rohteil-Aufmaß | Radiales und axiales Aufmaß |
Die Angabe eines positiven radialen Rohteil-Aufmaßes führt dazu, dass Material an den vertikalen Wänden und steilen Bereichen des Bauteils zurückbleibt.
Bei nicht exakt vertikalen Flächen interpoliert Fusion zwischen den Werten für axiales (unteres) und radiales Rohteil-Aufmaß, sodass das in radialer Richtung auf diesen Flächen verbleibende Rohteilmaterial je nach Flächenneigungswinkel und Wert für axiales Rohteil-Aufmaß vom angegebenen Wert abweichen kann.
Bei einer Änderung des radialen Rohteil-Aufmaßes wird das axiale Rohteil-Aufmaß automatisch auf denselben Betrag festgelegt, sofern Sie das axiale Rohteil-Aufmaß nicht manuell eingeben.
Bei Schlichtoperationen ist der Vorgabewert 0 mm/0 Zoll, d. h., es bleibt kein Material zurück.
Bei Schruppoperationen bleibt vorgabemäßig ein geringer Materialbetrag zurück, der später durch eine oder mehrere Schlichtoperationen entfernt werden kann.
Negatives Rohteil-Aufmaß
Bei Verwendung eines negativen Rohteil-Aufmaßes wird bei der Bearbeitung mehr Material vom Rohteil entfernt, als Ihre Modellform aufweist. Dies kann zum Bearbeiten von Elektroden mit einer Funkenstrecke verwendet werden, wobei die Funkenstrecke dem negativen axialen Rohteil-Aufmaß entspricht.
Sowohl das radiale als auch das axiale Rohteil-Aufmaß kann einen negativen Wert besitzen. Das negative radiale Aufmaß muss jedoch kleiner sein als der Werkzeugradius.
Bei Verwendung eines Kugel- oder Radienfräsers mit negativem radialem Aufmaß, das größer ist als der Eckradius, muss das negative axiale Aufmaß kleiner oder gleich dem Eckradius sein.
Axiales (unteres) Aufmaß
Der Parameter Axiales Rohteil-Aufmaß steuert die Menge des in der axialen Richtung (entlang der Z-Achse), also am Ende des Werkzeugs, zu belassenden Materials.
 |
|
| Axiales Rohteil-Aufmaß | Sowohl radiales als auch axiales Rohteil-Aufmaß |
Die Angabe eines positiven axialen Rohteil-Aufmaßes führt dazu, dass Material an den flachen Bereichen des Bauteils zurückbleibt.
Bei nicht exakt horizontalen Flächen interpoliert Fusion zwischen den Werten für axiales und radiales (oberes) Rohteil-Aufmaß, sodass das in axialer Richtung auf diesen Flächen verbleibende Rohteilmaterial je nach Flächenneigungswinkel und Wert für radiales Rohteil-Aufmaß vom angegebenen Wert abweichen kann.
Bei einer Änderung des radialen Rohteil-Aufmaßes wird das axiale Rohteil-Aufmaß automatisch auf denselben Betrag festgelegt, sofern Sie das axiale Rohteil-Aufmaß nicht manuell eingeben.
Bei Schlichtoperationen ist der Vorgabewert 0 mm/0 Zoll, d. h., es bleibt kein Material zurück.
Bei Schruppoperationen bleibt vorgabemäßig ein geringer Materialbetrag zurück, der später durch eine oder mehrere Schlichtoperationen entfernt werden kann.
Negatives Rohteil-Aufmaß
Bei Verwendung eines negativen Rohteil-Aufmaßes wird bei der Bearbeitung mehr Material vom Rohteil entfernt, als Ihre Modellform aufweist. Dies kann zum Bearbeiten von Elektroden mit einer Funkenstrecke verwendet werden, wobei die Funkenstrecke dem negativen axialen Rohteil-Aufmaß entspricht.
Sowohl das radiale als auch das axiale Rohteil-Aufmaß kann einen negativen Wert besitzen. Wird jedoch ein Kugel- oder Radienfräser mit negativem radialem Aufmaß verwendet, das größer ist als der Eckradius, muss das negative axiale Aufmaß kleiner oder gleich dem Eckradius sein.
Glättungsfilter
Glättet den Werkzeugweg, indem überschüssige Punkte entfernt und Bogen innerhalb der definierten Filtertoleranz angepasst werden.
 |
 |
| Glättungsfilter aus | Glättungsfilter ein |
Die Glättung dient dazu, den Umfang des Codes zu verringern, ohne dass dies auf Kosten der Genauigkeit geht. Bei der Glättung werden kollineare Linien durch eine Linie und Tangentialbogen ersetzt, um mehrere Linien in gewölbten Bereichen zu ersetzen.
Die Auswirkungen des Glättungsfilters können beträchtlich sein. Die Größe der G-Code-Datei kann um 50 % oder mehr reduziert werden. Die Maschine läuft schneller und reibungsloser, und die Oberflächengüte wird verbessert. Der Umfang der Codereduzierung hängt davon ab, wie gut sich der Werkzeugweg für die Glättung eignet. Werkzeugwege, die primär in einer Hauptebene (XY, XZ, YZ) liegen, wie z. B. parallele Werkzeugwege, lassen sich gut filtern. Bei Werkzeugwegen, auf die dies nicht zutrifft (wie 3D-HSC-Kontur), ist die Reduzierung geringer.
Glättungstoleranz
Gibt die Toleranz des Glättungsfilters an.
Die Glättung funktioniert am besten, wenn die Toleranz (die Genauigkeit, mit der der ursprüngliche, linearisierte Werkzeugweg generiert wird) größer oder gleich der Glättungstoleranz (Linien-/Bogenanpassung) ist.
Vorschuboptimierung
Gibt an, dass der Vorschub an den Ecken reduziert werden soll.
Maximale Richtungsänderung - Gibt die maximal zulässige Winkeländerung vor der Vorschubreduzierung an.
Radius für Vorschubreduzierung - Gibt den minimal zulässigen Radius vor der Vorschubreduzierung an.
Distanz zur Vorschubreduzierung - Gibt den Abstand an, um den der Vorschub vor einer Ecke verringert wird.
Verringerter Vorschub - Gibt den reduzierten Vorschub bei Ecken an.
Nur Innenecken - Aktivieren Sie diese Option, um den Vorschub nur an Innenecken zu reduzieren.
 Einstellungen auf der Registerkarte Verknüpfungen
Einstellungen auf der Registerkarte Verknüpfungen
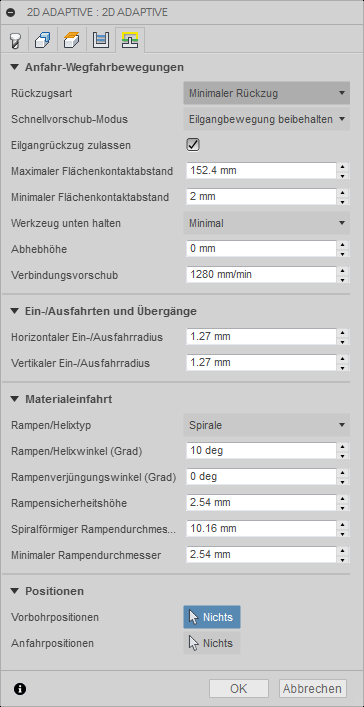
Rückzugsart
Steuert, wie sich das Werkzeug zwischen Schnittbewegungen zurückzieht. Voller Rückzug bewegt das Werkzeug bis zur Rückzugshöhe, wie auf der Registerkarte Höhen angegeben. Minimaler Rückzug bewegt das Werkzeug soweit zurück, dass die Schnittfläche frei wird.
 |
 |
| Voller Rückzug | Minimaler Rückzug |
Schnellvorschub-Modus
Gibt an, wann Eilgang-Bewegungen als echte Eilgang-Bewegungen (G0) und wann als Schnellvorschub-Bewegungen (G1) ausgegeben werden sollen.
- G0-Bewegungen in allen drei Achsen - Alle Eilgang-Bewegungen bleiben erhalten.
- G0-Bewegungen axial und radial - Eilgang-Bewegungen, die nur horizontal (radial) oder vertikal (axial) verlaufen, werden als echte Eilgang-Bewegungen ausgegeben.
- G0-Bewegungen nur axial - Nur Eilgang-Bewegungen, die vertikal verlaufen, werden ausgegeben.
- G0-Bewegungen nur radial - Nur Eilgang-Bewegungen, die horizontal verlaufen, werden ausgegeben.
- G0-Bewegung in einer Achse - Nur Eilgang-Bewegungen, die in einer Achse (X, Y oder Z) verlaufen, werden ausgegeben.
- Schnellvorschub immer benutzen - Eilgang-Bewegungen werden als G1-Bewegungen (Schnellvorschub-Bewegungen) anstatt als G0-Bewegungen (Eilgang-Bewegungen) ausgegeben.
Dieser Parameter wird gewöhnlich festgelegt, um Kollisionen bei Eilgängen auf Maschinen zu vermeiden, die Führungsverlängerungsbewegungen im Eilgang durchführen.
Schnellvorschub
Der zu verwendende Vorschub für als G1 statt als G0 ausgegebene Eilgang-Bewegungen
Eilgangrückzug zulassen
Bei aktivierter Option erfolgen Rückzüge als Eilgang-Bewegungen (G0). Deaktivieren Sie die Option, um Rückzüge mit Ausfahrvorschub zu erzwingen.
Maximaler Flächenkontaktabstand
Gibt den maximal zulässigen Abstand für Bewegungen mit Flächenkontakt an.
 |
 |
| 1 Zoll Maximaler Flächenkontaktabstand | 2 Zoll Maximaler Flächenkontaktabstand |
Minimaler Flächenkontaktabstand
Gibt den minimal zulässigen Abstand für Bewegungen mit Flächenkontakt an.
Flächenkontaktebene
Verwenden Sie diese Einstellung, um zu steuern, wann beim Umfahren von Hindernissen der Flächenkontakt beibehalten und kein Rückzug stattfinden soll. In der Regel wird für die Strategie Adaptiv bei einem langsameren Rückzug Ihrer CNC-Maschine ein größerer Flächenkontakt empfohlen als bei Schnellvorschub-Bewegungen. Wählen Sie in solchen Fällen im Dropdown-Menü Flächenkontaktebene einen höheren Wert aus. Der Wert kann in Schritten von jeweils 10 % zwischen dem Minimum von 0 % und dem Maximum von 100 % erhöht werden.
Zugehörig: Beachten Sie, dass die Berechnungsdauer deutlich zunehmen kann, wenn Sie den Wert für die Flächenkontaktebene anheben.
Abhebhöhe
Gibt den Abhebe-Abstand während Neupositionierungsbewegungen an.
 |
 |
| Abhebhöhe 0 | Abhebhöhe 0,1 Zoll |
Verbindungsvorschub
Gibt den verwendeten Vorschub für Bewegungen an, bei denen das Werkzeug keinen Materialeingriff hat, aber auch nicht zurückgezogen ist.
Horizontaler Einfahrradius
Gibt den Radius für horizontale Einfahrbewegungen an.
Horizontaler Einfahrradius
Horizontaler Ausfahrradius
Gibt den Radius für horizontale Ausfahrbewegungen an.
Horizontaler Ausfahrradius
Vertikaler Einfahrradius
Der Radius des vertikalen Bogens zum Glätten der Einfahrbewegung, wenn diese zum Werkzeugweg selbst erfolgt
Vertikaler Einfahrradius
Vertikaler Ausfahrradius
Gibt den vertikalen Ausfahrradius an.
Vertikaler Ausfahrradius
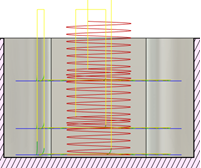
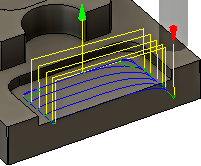
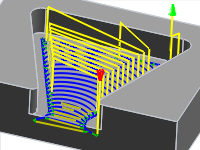
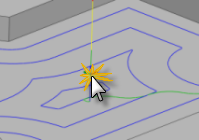
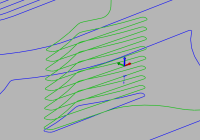
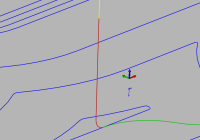
Rampen/Helixtyp
Gibt an, wie das Werkzeug bei jedem Tiefenschnitt abgesenkt wird.
 |
 |
| Außerhalb des Rohteils eintauchen | Zickzack Beachten Sie die glatten Übergänge beim Typ Zickzack. |
 |
 |
| Vorbohren Zum Verwenden der Option Vorbohren müssen ein oder mehrere Startbohrungspositionen definiert werden. |
Profil |
 |
 |
| Eintauchen | Profil glätten |
 |
|
| Spirale |
Rampen/Helixwinkel (Grad)
Gibt den maximalen Rampenwinkel der Spirale während des Schnitts an.
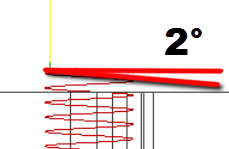
Rampenverjüngungswinkel
Erstellt eine konische, spiralförmige Einfahrt in das Bauteil. Hervorragend geeignet für die Beseitigung von Spänen.
Maximale Rampentiefenzustellung
Gibt die maximale Tiefenzustellung pro Umdrehung auf dem Rampenprofil an. Über diesen Parameter kann die Werkzeuglast begrenzt werden, wenn während Rampenbewegungen Schnitte mit voller Werkzeugbreite durchgeführt werden.
Rampensicherheitshöhe
Die Höhe über dem Rohteil, bis die Spirale die Rampenbewegung beginnt.
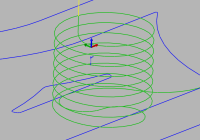
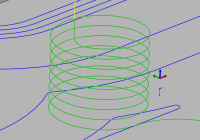
Spiralförmiger Anstiegsdurchmesser
Der maximale Durchmesser für eine spiralförmige Einfahrt in die Kavität.
Bei einem optimalen Wert kommt es zu einer Überlappung am Mittelpunkt des Werkzeugs während zugleich die maximale Spiralbohrung für die Einfahrt in die Kavität erzeugt wird. Das Ziel ist eine gute Ausgabe der Späne. Ist der Wert größer als der Durchmesser des Werkzeugs, kann eine Insel in der Mitte der Spirale stehenbleiben.
 |
 |
| Wert von 1.8 x Durchmesser | Wert von 0.8 x Durchmesser |
Minimaler Rampendurchmesser
Der kleinstmögliche Durchmesser für den Spiralanstieg.
Dieser Wert sollte stets kleiner sein als der Durchmesser des Spiralanstiegs, damit das System einen Bereich berechnen kann, der für die vorliegende Tasche oder den Kanal passt. Kleinere Durchmesser können die Spanausgabe verringern, was zu ruckartigen Maschinenbewegungen und sogar zum Bruch des Werkzeugs führen kann.
Vorbohrpositionen
Wählen Sie Punkte aus, an denen Bohrungen erstellt wurden, um den Abstand für das Schneidwerkzeug für die Einfahrt in das Material anzugeben.
Anfahrpositionen
Wählen Sie die Geometrie nahe der Position aus, an der das Werkzeug einfahren soll.