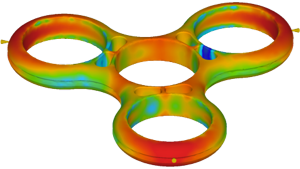
Ergebnis Mittlere Temperatur (Ende der Füllung)
Die Mittlere Temperatur (Ende der Füllung) gibt die mittlere Gesamttemperatur über die Dicke des Formteils am Ende der Füllphase an.
Wichtige Aspekte
Wenn Sie das Ergebnis Mittlere Temperatur (Ende der Füllung)* betrachten, achten Sie auf Folgendes:
- Heißstellen; diese befinden sich in der Regel um den Anschnitt.
- Kalte Stellen, die auf eine Schmelzeverzögerung hindeuten.
- Überprüfen Sie, ob das Material übermäßig abkühlt.
Verwenden dieses Ergebnisses
Die Temperatur der Kunststoffschmelze ändert sich während des ganzen Einspritzverarbeitungszyklus nicht nur mit der Zeit und der Position, sondern auch mit der Dicke. Das Ergebnis Mittlere Temperatur (Ende der Füllung) verwendet die mittlere Temperatur, um den Beitrag all dieser Faktoren über die Dicke anzugeben. Die mittlere Temperatur stellt die Energie dar, die zu einer bestimmten Zeit durch eine bestimmte Stelle transportiert wird.
Bereiche mit einem kontinuierlichen Fluss (Wärmekonvektion) weisen in der Regel eine höhere mittlere Temperatur auf, die rasch abfällt, wenn der Schmelzfluss in diesem Bereich zum Stillstand kommt. Ist die mittlere Temperatur in einem dünnwandigen Bereich des Formteils zu niedrig, kann dies zu Schmelzeverzögerung oder unzureichender Füllung führen. Ist die mittlere Temperatur in einem Bereich mit Bindenähten zu niedrig, verstärken sich ggf. die Bindenähte.
In Bereichen, in denen die mittlere Temperatur zu hoch ist, kann die Materialqualität beeinträchtigt werden, oder es kann zu Oberflächenfehlern kommen. Um dies zu verhindern, sollten Sie sicherstellen, dass sich die mittlere Temperatur stets in dem Temperaturbereich bewegt, der für das aktuell verwendete Polymer empfohlen wird. Möglicherweise sollten Sie die Formteilgeometrie in der Nähe der Heißstelle neu entwerfen oder die Prozessbedingungen ändern. Unterschiedliche Temperaturen können auch zu ungleichmäßiger Schwindung und uneinheitlichem Verzug führen.
Überprüfen Sie das Ergebnis Mittlere Temperatur (Ende der Füllung) in Verbindung mit dem Ergebnis Erstarrter Kunststoff (Ende der Füllung). Jeder Abschnitt des Werkzeugs mit einer mittleren Temperatur unter der Übergangstemperatur des Materials und einem erstarrten Prozentsatz von mehr als 25 % kann nicht ausreichend nachgedrückt werden. Dies kann zu Schwindungs- und Verzugsproblemen führen.
Nächste Schritte
Mit den folgenden Methoden können Lufteinschlüsse vermieden werden:
Wenn die Temperatur zu niedrig ist:
- Verringern Sie die Einspritzzeit. Beachten Sie, dass sich eine zu kurze Einspritzzeit negativ auf die Materialqualität auswirken kann.
- Erhöhen Sie die Schmelzetemperatur. Halten Sie dabei jedoch die vom Materialhersteller angegebenen Temperaturgrenzwerte ein.
- Erhöhen Sie die Werkzeugtemperatur. Dies kann eine längere Zykluszeit zur Folge haben.
- Ändern Sie das Modell. Erhöhen Sie die Dicke im Bereich unter Berücksichtigung der Funktion des Formteils.
Wenn die Temperatur zu hoch ist:
- Erhöhen Sie die Einspritzzeit. Dies kann jedoch zu einer Schmelzeverzögerung führen.