Ergebnis Qualitätsprognose
Das Ergebnis Qualitätsprognose wird zum Einschätzen der Qualität der mechanischen Eigenschaften und des Aussehens des Formteils verwendet. Dieses Ergebnis wird vom Druck, von der Temperatur und anderen Ergebnissen abgeleitet.

Füllsicherheit
Die im Ergebnis Qualitätsprognose angezeigten Farben liefern folgende Informationen:
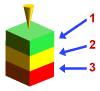
- Dieser Bereich ist qualitativ hochwertig.
- Dieser Bereich weist vermutlich Qualitätsprobleme auf.
- Dieser Bereich weist definitiv Qualitätsprobleme auf.
Wichtige Aspekte
Andere Farben als Grün weisen auf mögliche Probleme mit der Qualität des Formteils hin. Achten Sie auf die Position dieser anderen Farben. Bereiche, die gelb/orangefarben dargestellt werden und in denen keine mechanische Festigkeit erforderlich ist oder die Qualität der Oberflächenerscheinung keine Rolle spielt, stellen unter Umständen kein Problem dar. Mit zunehmendem Gelb-/Orange- und Rotanteil nimmt die Formteilqualität ab.
Verwenden dieses Ergebnisses
Ein hochwertiges Formteil wird dadurch definiert, ob es die Konstruktionsspezifikationen für mechanische Festigkeit und Oberflächenerscheinung erfüllt. Wenn Sie dieses Ergebnis analysieren, um festzustellen, ob ein hochwertiges Teil gegossen werden kann, berücksichtigen Sie, welche Farben zu sehen sind und wie viel von jeder Farbe angezeigt wird. Sie sollten auch das Ergebnis Füllsicherheit betrachten, um zu erfahren, wie wahrscheinlich es ist, dass das Formteil gefüllt wird.
Wenn das Formteil überwiegend grün ist und nur einige kleine gelbe/orangefarbene Bereiche aufweist, ist es möglicherweise akzeptabel. Sie sollten sich jedoch noch andere Ergebnisse genau ansehen, um festzustellen, wo und warum der Bereich nicht grün ist.
Wenn gelbe/orangefarbene oder rote Bereiche vorhanden sind, kann es sein, dass die Temperatur in diesen Bereichen beim Durchfließen des Kunststoffs zu niedrig oder zu hoch war. Die Temperatur an der Fließfront ist ein Faktor, der die Füllsicherheit der Kavität bestimmt.
Durch die Temperatur verursachte Probleme:
- Die Temperatur an der Fließfront ist zu niedrig.
- Wenn dies in einem dünnwandigen Bereich des Formteils der Fall ist, kann es zu Schmelzeverzögerung oder unzureichender Füllung kommen.
- Ist die Temperatur in einem Bereich mit Bindenähten zu niedrig, können die Bindenähte stärker hervortreten, und das Formteil kann strukturell schwächer sein.
- Die Temperatur an der Fließfront ist zu hoch.
- Dies kann die Qualität des Materials beeinträchtigen und zu Oberflächenfehlern führen. Stellen Sie sicher, dass sich die Temperatur an der Fließfront stets in dem Bereich bewegt, der für das aktuell verwendete Polymer empfohlen wird.
Nächste Schritte
Es gibt verschiedene Möglichkeiten, um das Ergebnis der Qualitätsprognose zu verbessern. Es ist jedoch wichtig zu beachten, dass sich Änderungen an einer Stelle auch anderweitig auswirken. So verbessern Sie das Ergebnis der Qualitätsprognose, wenn die Temperatur die Ursache für Problembereiche ist:
- Erhöhen Sie die Schmelze- oder Werkzeugtemperatur. Dadurch kann es jedoch zu einer Verschlechterung der Materialqualität und einer längeren Zykluszeit kommen. Halten Sie die Temperatur in dem für das Material empfohlenen Bereich.
- Ändern Sie die Formteildicke. Dadurch können jedoch Funktionsprobleme in der Konstruktion entstehen. Niedrige Schmelzetemperatur kann durch Schmelzeverzögerung verursacht werden. Um eine Schmelzeverzögerung zu vermeiden, erhöhen Sie die Dicke in Problembereichen.
- Verringern Sie den Verjüngungswinkel in dünnen Rippen, in denen eine Schmelzeverzögerung auftritt. Dies kann jedoch zu Funktionsproblemen in der Konstruktion führen und das Entformen des Formteils erschweren.
- Ändern des Anspritzpunkts: Verschieben Sie den Anspritzpunkt näher an den Problembereich oder fügen Sie weitere Anspritzpunkte hinzu. Dadurch erhöht sich die Wahrscheinlichkeit, dass alle Bereiche der Kavität gefüllt werden und eine einwandfreie Qualität erzielt wird.
- Verlegen Sie den Anspritzpunkt aus dem Bereich der Schmelzeverzögerung an eine andere Position. Dies kann jedoch eine Schmelzeverzögerung oder Probleme an anderen Stellen im Teil verursachen.
- Ändern Sie die Verarbeitungsbedingungen für das ausgewählte Material. Erhöhen Sie zur Verbesserung der Qualitätsprognose die Schmelzetemperatur des aktuellen Materials.
- Wählen Sie ein anderes Material. Wählen Sie ein Material mit einem höheren Schmelzefluss (niedrigerer Viskosität) aus.
- Verkürzen Sie die Einspritzzeit. Dies kann jedoch zu einer Verschlechterung der Materialqualität und Oberflächenfehlern führen.