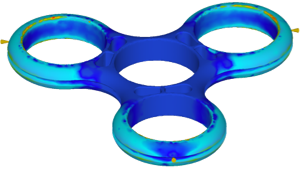
Ergebnis Erstarrter Kunststoff (Ende der Füllung)
Das Ergebnis Erstarrter Kunststoff (Ende der Füllung) zeigt, wie viel des Kunststoffquerschnitts am Ende der Füllphase erstarrt ist bzw. sich verfestigt hat.
Erstarrte Schicht
Die Kunststoffschmelze beginnt, sich in der Kavität des Werkzeugs überall dort zu verfestigen, wo sie die Werkzeugwand berührt. Die Entwicklung der erstarrten Schicht wird in diesem Video beschrieben. Während des Füllens sollte die erstarrte Schicht in Bereichen mit kontinuierlichem Fluss eine konstante Dicke aufweisen, da der Wärmeverlust an der Werkzeugwand durch die heiße Schmelze, die sich in Fließrichtung bewegt, ausgeglichen wird.
Wichtige Aspekte
Wenn Sie das Ergebnis Erstarrter Kunststoff (Ende der Füllung) betrachten, achten Sie auf Folgendes:
- Die erstarrte Schicht bzw. der erstarrte Kunststoff sollte an keiner Stelle im Formteil mehr als 20-25 % betragen.
Verwenden dieses Ergebnisses
Die Werte für dieses Ergebnis liegen im Bereich von 0-100 %. Ein höherer Wert stellt eine dickere erstarrte Schicht und einen höheren Fließwiderstand und folglich eine dünnere Polymerschmelze- oder Fließschicht dar. Ein Polymer gilt als erstarrt, wenn die Temperatur unter die Übergangstemperatur (Ttrans) fällt. Sie finden die Übergangstemperatur für das ausgewählte Material auf der Seite Materialeigenschaften der Materialdatenbank.
Am Ende der Füllphase ist die erstarrte Schicht in der Nähe des Anspritzpunkts noch relativ dünn, sodass frischer heißer Kunststoff den geschmolzenen Kunststoff besser hält. Die erstarrte Schicht im Formteil sollte am Ende der Füllphase 20-25 % nicht überschreiten. Höhere Werte erschweren das Verdichten des Formteiles. Werkzeugbereiche, die frühzeitig gefüllt werden aber über wenig nachfolgenden Fluss verfügen, verfügen in der Regel über den höchsten Anteil an erstarrter Schicht.
Nächste Schritte
Die folgenden Optionen können verwendet werden, um die Menge des erstarrten Kunststoffs am Ende der Füllphase zu reduzieren:
- Verringern Sie die Einspritzzeit, um die Schmelze schneller einzuspritzen. Dadurch verringert sich der Prozentsatz der erstarrten Schicht aufgrund der erhöhten Reibung.