Smoothing reference
This feature serves to compress the toolpath size, improve part quality, and make CNC machines run more smoothly.
The various machining strategies often produce toolpaths consisting of mainly linear moves for the primary cutting toolpath. When enabled, Smoothing attempts to replace the linear moves with arcs (G2/G3s) within a given tolerance. This feature serves to compress the toolpath size, improve part quality, and make CNC machines run more smoothly. It is supported for most 2D and 3D strategies. The smoothing process automatically fits arcs in all planes that make sense for the selected machining strategy. Unsupported arcs on the CNC control are always linearized by the post processor.
There are currently only two settings which control the smoothing. You can enable/disable smoothing and you can set the tolerance used. The smoothing is always disabled by default. The total tolerance of an operation is given by the machining tolerance plus the smoothing tolerance when the smoothing filter is enabled. The default tolerance is derived from the machining strategy and tolerance. For finishing operations, the filter tolerance is normally in the range from 50% to 200% of the specified machining tolerance where 100% will likely give a good result. For roughing operations, the filter tolerance is normally in the range from 5% to 20% where 10% should give good results.

The Smoothing settings on the Passes tab
The images below show the toolpath with and without smoothing activated for a parallel and contour toolpath, respectively. The black dots are the end-points of the arc and linear moves in the toolpath.
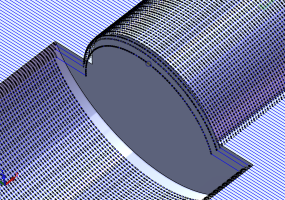
Parallel toolpath without smoothing
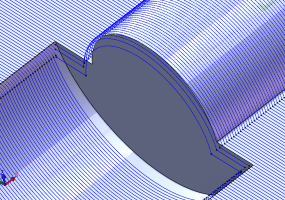
Parallel toolpath with smoothing applied
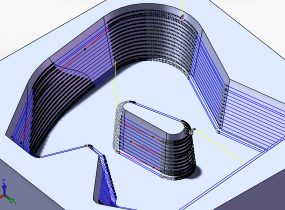
Contour toolpath without smoothing
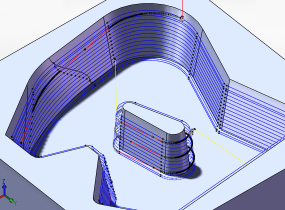
Contour toolpath with smoothing applied