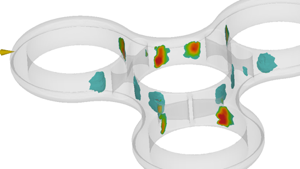
Sink mark depth result
The Sink mark depth result shows the location and calculated depths of sink marks likely to be caused by features on the opposite surface of the model.
Sink Marks
Sink marks result from localized shrinkage of the material at thick sections without sufficient compensation, and appear as depressions on the surface of a molded part. These depressions are typically very small; however they are often quite visible, because they reflect light in different directions to the part. The visibility of sink marks is a function of the color of the part as well as its surface texture so depth is only one criterion. Although sink marks do not affect part strength or function, they are perceived to be severe quality defects.
Sink marks are caused mainly by thermal contraction (shrinkage) during cooling. After the material on the outside has cooled and solidified, the core material starts to cool. Its shrinkage pulls the surface of the main wall inward, causing a sink mark. Among other reasons, sink marks are caused by:
- Localized geometric features; sink marks typically occur in moldings with thicker sections, or at locations opposite from ribs, bosses or internal fillets.
- High volumetric shrinkage of the material
- High melt and/or mold temperatures.
Things to look for
The Sink Mark depth result shows the likely presence and depth of sink marks and where they are likely to occur on the part. Look at faces opposite thicker sectons of the model, ribs, bosses, or internal fillets. Check the relative locations of the problem areas and the injection locations and see if the injection locations can be relocated.
Using this result
As sink marks are a visual rather than a structural defect, the result should be evaluated against the part's visual design specifications. Lighter colors and textured surfaces can make sink marks less visible.
- Sink Marks depth - Estimate result shows the estimated depth and location of sink marks on the surface of the part, using a color scale to indicate sink mark depth.
- Sink Marks depth - Threshold result shows the estimated depth and location of sink marks that fall within the threshold tolerance. All sink marks that fall within the threshold tolerance are shown in red. Move the legend sliders to change the threshold limit. This result is the Simulation View shown in the Guided Results.
- Sink Marks depth - Visualization result shows how the sink marks might appear on a molded part. Increase the magnification to show the sink marks more clearly. This result is also visible in the Guided Results.
Generally, if the thickness of the rib is less than or equal to 60% of the main wall section, then there are likely to be no significant sink marks. If it is not possible to remove or reduce a sink mark, you can conceal it. This can be done by adding a design feature, such as a series of serrations on the area where it occurs.
Next steps
The following methods can be used to reduce or prevent sink marks:
- Change the part geometry to minimize thick sections and reduce the thickness of any features that intersect with the main surface.
- Relocate the injection locations to where sink marks are predicted. This allows these sections to be packed before the thinner sections between the injection location and the problem areas freeze.
- Decrease the melt and mold temperature.
- Use a less viscous material.
- Consider masking the appearance of the sink marks with a surface finish.