Referencia de chaflán 2D
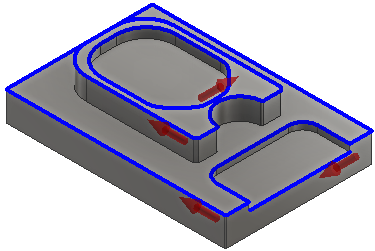
El Chaflán 2D se utiliza para crear un borde biselado en la pieza. Seleccione un borde o boceto. Se requiere una herramienta cónica.
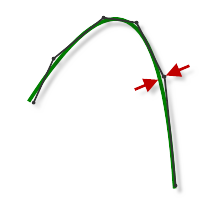
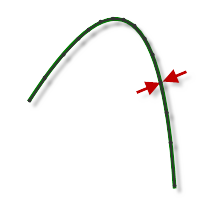
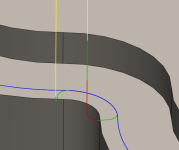
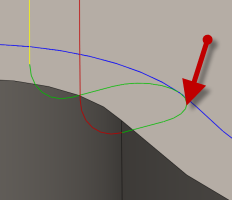
Seleccione el borde recto en una pieza sin chaflanes modelados. Si el chaflán está modelado, seleccione el borde inferior del mismo.
 Selección de borde recto. |
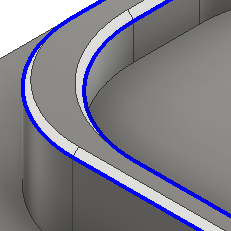 Selección de borde modelado. |
Fabricación > Fresado > 2D > Chaflán 2D ![]()
Para obtener más información, vea el vídeo Fresado de chaflán.
 Parámetros de la ficha Herramienta
Parámetros de la ficha Herramienta
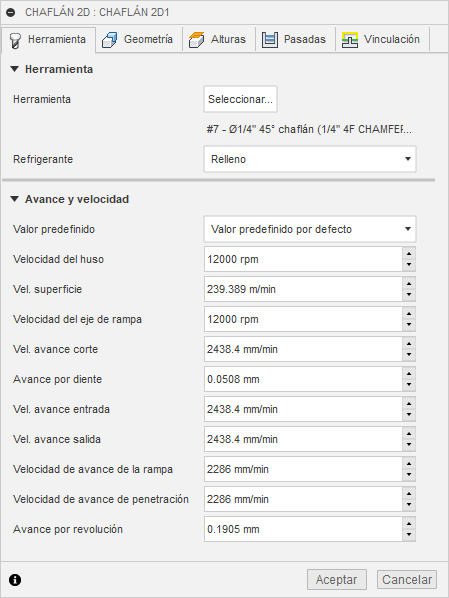
Refrigerante
Seleccione el tipo de refrigerante que se utiliza con la herramienta de mecanizado. No todos los tipos funcionan con todos los posprocesadores de máquina.
Avance y velocidad
Parámetros de corte del eje y velocidad de avance.
- Velocidad del eje: velocidad de rotación del eje expresada en rotaciones por minuto (RPM).
- Velocidad de superficie: velocidad a la que el material se desplaza más allá de la arista de corte de la herramienta (SFM o m/min).
- Velocidad del eje de rampa: velocidad de rotación del eje al realizar movimientos de rampa.
- Velocidad de avance de corte: velocidad de avance utilizada en movimientos de corte regulares. Se expresa en pulgadas/min (IPM) o mm/min.
- Avance por diente: velocidad de avance de corte expresada como avance por diente (FPT).
- Velocidad de avance de entrada: avance utilizado para la entrada en un movimiento de corte.
- Velocidad de avance de salida: avance utilizado para la salida de un movimiento de corte.
- Velocidad de avance de la rampa: avance utilizado para la realización de rampas helicoidales en el material.
- Velocidad de avance de penetración: avance utilizado para la penetración en el material.
- Avance por revolución: velocidad de avance de penetración expresada como avance por revolución.
 Parámetros de la ficha geometría
Parámetros de la ficha geometría
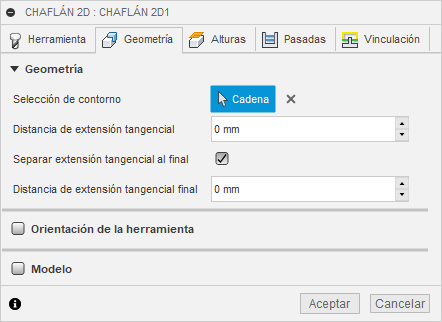
Geometría
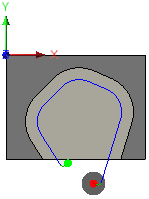
Se pueden seleccionar bordes o bocetos. La geometría contigua se encadena automáticamente.
Selección de contornos
Seleccione el borde recto en una pieza sin chaflanes modelados. Si el chaflán está modelado, seleccione el borde inferior del mismo.
Distancia de extensión tangencial
Se utiliza en los contornos abiertos para extender el inicio y el final de la cadena seleccionada o de varias cadenas. De esta forma, se crea una extensión lineal de tangente según el ángulo de los puntos iniciales y finales. Esta es una extensión de la geometría seleccionada.
 |
Si la distancia de extensión provoca un solapamiento de una sola cadena, la intersección se recortará en un contorno cerrado. |
Separar extensión tangencial al final
Active esta opción para introducir un valor de longitud de extensión final distinto.
Distancia de extensión tangencial final
Especifica la distancia para extender la posición final.
Extensión inicial de 16 mm y extensión final de 5 mm
Orientación de la herramienta
Especifica cómo se determina la orientación de la herramienta mediante una combinación de opciones de origen y orientación de la tríada.
El menú desplegable Orientación proporciona las siguientes opciones para definir la orientación de los ejes X, Y, Z de la tríada:
- Configurar orientación del SCT: utiliza el sistema de coordenadas de pieza de trabajo (SCT) de la configuración actual para la orientación de la herramienta.
- Orientación del modelo: utiliza el sistema de coordenadas (SCT) de la pieza actual para la orientación de la herramienta.
- Seleccionar eje o plano Z y eje X: seleccione una cara o una arista para definir el eje Z y otra cara o arista para definir el eje X. Los ejes Z y X se pueden voltear 180 grados.
- Seleccionar eje o plano Z y eje Y: seleccione una cara o una arista para definir el eje Z y otra cara o arista para definir el eje Y. Los ejes Z e Y se pueden voltear 180 grados.
- Seleccionar ejes X e Y: seleccione una cara o una arista para definir el eje X y otra cara o arista para definir el eje Y. Los ejes X e Y se pueden voltear 180 grados.
- Seleccionar sistema de coordenadas: permite definir una orientación de herramienta específica para esta operación desde un sistema de coordenadas de usuario (SCU) de Inventor en el modelo. Utiliza el origen y la orientación del sistema de coordenadas existente. Utilice esta opción si el modelo no contiene un punto y un plano adecuados para la operación.
El menú desplegable Origen ofrece las opciones siguientes para ubicar el origen de la tríada:
- Configurar origen del SCT: utiliza el origen del sistema de coordenadas de pieza de trabajo (SCT) de la configuración actual para el origen de la herramienta.
- Origen del modelo: utiliza el origen del sistema de coordenadas (SCT) de la pieza actual para el origen de la herramienta.
- Punto seleccionado: seleccione un vértice o una arista para el origen de la tríada.
- Punto del cuadro de material: seleccione un punto en el cuadro delimitador del material para el origen de la tríada.
- Punto del cuadro de modelo: seleccione un punto en el cuadro delimitador del modelo para el origen de la tríada.
Modelo
Active esta opción para anular la geometría del modelo (superficies o cuerpos) definida en la configuración.
Incluir configuración del modelo
Activado por defecto, el modelo seleccionado en la configuración se incluye además de las superficies del modelo seleccionadas en la operación. Si se desactiva esta casilla de verificación, la ruta de herramienta se genera únicamente en las superficies seleccionadas en la operación.
 Parámetros de la ficha alturas
Parámetros de la ficha alturas
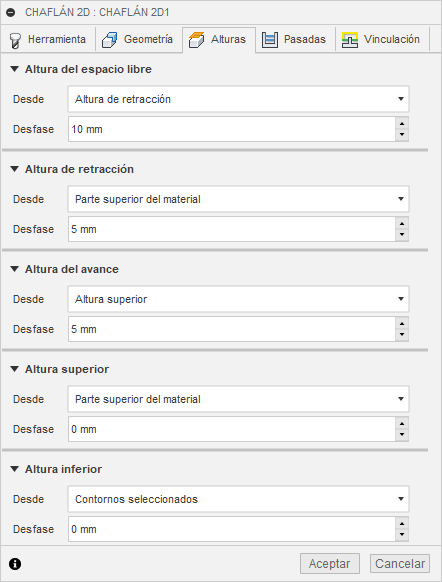
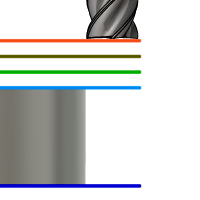
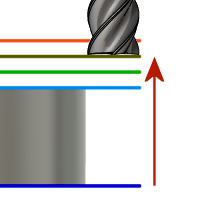
Altura del espacio libre
La altura del espacio libre es la primera altura a la que herramienta se desplaza en su camino hacia el principio de la ruta de herramienta.
Altura del espacio libre
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura superior: desfase incremental de la Altura superior.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase
El Desfase se aplica y guarda relación con la selección de altura del espacio libre en la lista desplegable anterior.
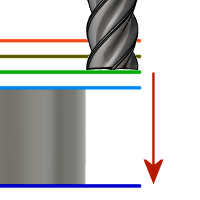
Altura de retracción
La Altura de retracción define la altura a la que la herramienta se desplaza antes de la siguiente pasada de corte. La Altura de retracción debería definirse por encima de la Altura del avance y Superior. La Altura de retracción se utiliza junto con el desfase posterior para establecer la altura.
Altura de retracción
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura superior: desfase incremental de la Altura superior.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase
El Desfase se aplica y guarda relación con la selección de altura de retracción en la lista desplegable anterior.
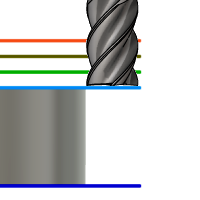
Altura del avance
La altura de avance define la altura a la que se dirige la herramienta antes de cambiar a la velocidad de avance/penetración para introducir la pieza. La altura del avance debería definirse por encima de la Superior. Una operación de taladrado utiliza esta altura como la altura del avance inicial y la altura de retracción de picoteo. La altura del avance se utiliza junto con el desfase posterior para establecer la altura.
Altura del avance
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la Altura de retracción.
- Desactivada: si se desactiva Altura del avance, la herramienta desciende rápidamente hasta la entrada.
- Altura superior: desfase incremental de la Altura superior.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase
El Desfase se aplica y guarda relación con la selección de altura del avance en la lista desplegable anterior.
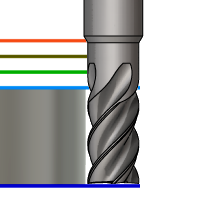
Altura superior
La Altura superior define la altura que describe la parte superior del corte. La Altura superior debería definirse por encima de la Inferior. La Altura superior se utiliza junto con el desfase posterior para establecer la altura.
Altura superior
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase
El Desfase se aplica y guarda relación con la selección de altura superior en la lista desplegable anterior.
Altura inferior
La Altura inferior determina la altura/profundidad del mecanizado final y la menor profundidad a la que la herramienta desciende en el material. La Altura inferior debería definirse por debajo de la Superior. La Altura inferior se utiliza junto con el desfase posterior para establecer la altura.
Altura inferior
- Altura del espacio libre: desfase incremental de la Altura del espacio libre.
- Altura de retracción: desfase incremental de la Altura de retracción.
- Altura del avance: desfase incremental de la Altura del avance.
- Altura superior: desfase incremental de la Altura superior.
- Parte superior del modelo: desfase incremental de la Parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la Parte inferior del modelo.
- Parte superior del material: desfase incremental de la Parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Contornos seleccionados: desfase incremental de un Contorno seleccionado en el modelo.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase
El Desfase se aplica y guarda relación con la selección de altura inferior en la lista desplegable anterior.
 Parámetros de la ficha pasadas
Parámetros de la ficha pasadas
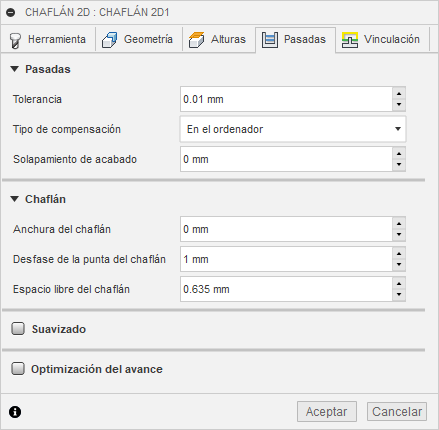
Tolerancia
Tolerancia utilizada al linealizar geometría como, por ejemplo, splines y elipses. La tolerancia se toma como la distancia de cuerda máxima.
 |
 |
| Tolerancia libre 0,100 | Tolerancia reducida 0,001 |
El movimiento de contorneo de la máquina CNC se controla mediante los comandos G1 de línea y G2/G3 de arco. Para que esto sea posible, Fusion linealiza las rutas de herramienta de spline y superficie para acercarlas, y crea muchos segmentos de línea cortos para aproximarse a la forma deseada. La precisión con que la ruta de herramienta se ajusta a la forma deseada depende en gran medida del número de líneas utilizado. El uso de más líneas proporciona una ruta de herramienta más aproximada a la forma nominal de la spline o superficie.
Insuficiencia de datos
Siempre es tentador usar tolerancias muy ajustadas, pero existen compensaciones, tales como tiempos de cálculo de ruta de herramienta más prolongados, archivos de código G de gran tamaño y movimientos de línea muy cortos. Las dos primeras no suponen un gran problema, ya que Fusion realiza el cálculo muy rápido y los controles más modernos tienen 1 MB de RAM como mínimo. Sin embargo, los movimientos de línea cortos, en combinación con velocidades de avance altas, pueden causar un fenómeno que se conoce como "insuficiencia de datos".
La insuficiencia de datos se produce cuando el control se satura con datos que no puede mantener. Los controles de CNC solo pueden procesar un número finito de líneas de código (bloques) por segundo. Es posible que la cantidad sea de tan solo 40 bloques/segundo en máquinas antiguas y de 1000 bloques/segundo o más en máquinas más modernas, como el control Haas Automation. Los movimientos de línea cortos y las velocidades de avance altas pueden forzar una velocidad de procesamiento superior a la que el control puede gestionar. Si esto sucede, la máquina debe detenerse después de cada movimiento y esperar al siguiente servomando desde el control.
Tipo de compensación
Especifica el tipo de compensación.
- En el ordenador: Fusion calcula automáticamente la compensación de la herramienta en función del diámetro de la misma. La salida posprocesada contiene la ruta compensada directamente, en lugar de los códigos G41/G42.
- Desgaste: funciona como si estuviera seleccionada la opción En el ordenador, pero también genera los códigos G41/G42. Esto permite al operador de la herramienta de mecanizado ajustar para el desgaste de la herramienta en el control de la herramienta de mecanizado al introducir la diferencia en el tamaño de la herramienta como un número negativo.
- Desgaste inverso: idéntica a la opción Desgaste, excepto en que el ajuste de desgaste se introduce como un número positivo.
Solapamiento de acabado
El solapamiento de acabado es la distancia que la herramienta recorre más allá del punto de entrada antes de salir. La especificación de un solapamiento de acabado garantiza que el material del punto de entrada se limpie correctamente.
 Sin solapamiento de acabado |
 Solapamiento de acabado de 0,25 in |
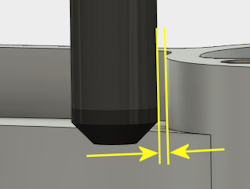
Anchura del chaflán
Cantidad para ajustar el tamaño del chaflán.
 Anchura del chaflán añadida a arista recta |
|
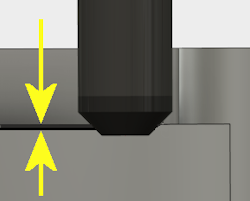
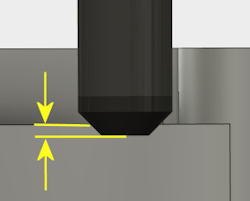
Desfase de punta del chaflán
La cantidad que se extenderá la punta de la herramienta más allá de la arista del chaflán.
Espacio libre del chaflán
Este valor especifica la distancia a la que la herramienta debe permanecer de la geometría de modelo que no se va a achaflanar.
Suavizado
Suaviza la ruta de herramienta mediante la eliminación de los puntos excesivos y los arcos accesorios cuando es posible dentro de la tolerancia de filtrado especificada.
 |
 |
| Suavizado desactivado | Suavizado activado |
El suavizado se utiliza para reducir el tamaño del código sin que ello afecte a la precisión. El suavizado sustituye líneas colineales por una línea y arcos tangentes para reemplazar varias líneas en áreas curvas.
Los efectos del suavizado pueden ser considerables. El tamaño del archivo de código G se puede reducir un 50 % o más. La máquina funcionará de forma más rápida y constante, y mejorará el acabado de la superficie. La cantidad de reducción de código depende de cómo la ruta de herramienta se preste al suavizado. Las rutas de herramienta situadas principalmente en un plano principal (XY, XZ, YZ), como las rutas paralelas, se filtran bien. Las otras, como las de festoneado 3D, se reducen menos.
Tolerancia de suavizado
Especifica la tolerancia de filtro de suavizado.
El suavizado funciona mejor cuando la Tolerancia (la precisión con la que se genera la ruta linealizada original) es igual o mayor que la Tolerancia de suavizado (accesorio de arco de línea).
Optimización del avance
Especifica que el avance debería reducirse en las esquinas.
Cambio direccional máximo
Especifica el cambio angular máximo permitido antes de la reducción de la velocidad de avance.
Radio de avance reducido
Especifica el radio mínimo permitido antes de la reducción del avance.
Distancia de avance reducida
Especifica la distancia de reducción del avance antes de una esquina.
Velocidad de avance reducida
Especifica la velocidad de avance reducida que se va a utilizar en las esquinas.
Solo las esquinas interiores
Actívela para reducir la velocidad de avance solo en las esquinas interiores.
 Parámetros de la ficha vinculación
Parámetros de la ficha vinculación
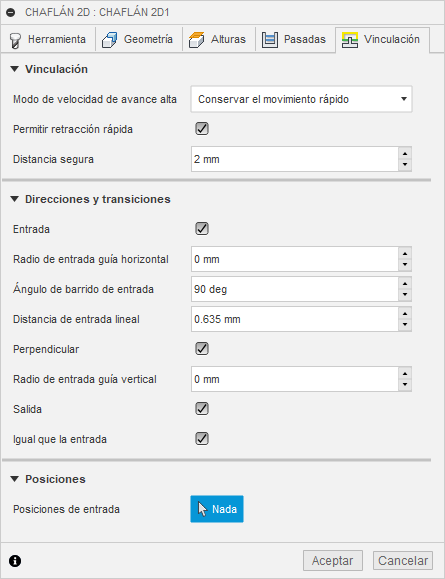
Modo de velocidad de avance alta
Especifica cuando los movimientos rápidos deben generarse como rápidos verdaderos (G0) y cuando deben generarse como movimientos de velocidad de avance alta (G1).
- Conservar el movimiento rápido: todos los movimientos rápidos se conservan.
- Conservar el movimiento rápido axial y radial: los movimientos rápidos que se desplazan solo horizontalmente (radiales) o verticalmente (axiales) se generan como rápidos verdaderos.
- Conservar el movimiento rápido axial: solo los movimientos rápidos que se desplazan verticalmente.
- Conservar el movimiento rápido radial: solo los movimientos rápidos que se desplazan horizontalmente.
- Conservar el movimiento rápido axial simple: solo los movimientos rápidos que se desplazan en un eje (X, Y o Z).
- Utilizar siempre un avance alto: los movimientos rápidos (movimientos de avance alto) se generan como movimientos G01 en lugar de como movimientos rápidos (G0).
Normalmente, este parámetro está definido para evitar colisiones en movimientos rápidos en las máquinas que realizan movimientos de "pata de perro" a una velocidad alta.
Velocidad de avance alta
Velocidad de avance de los movimientos rápidos que se generan como G1 en lugar de como G0.
Permitir retracción rápida
Si esta opción está activada, las retracciones se realizan como movimientos rápidos (G0). Desactivar para forzar las retracciones a la velocidad de avance de salida.
Distancia segura
Distancia mínima entre la herramienta y las superficies de la pieza durante los movimientos de retracción. La distancia se mide después de aplicar el material a dejar, de modo que si se utiliza un valor de material a dejar negativo, deberán tomarse precauciones para garantizar que la distancia segura sea suficiente para evitar colisiones.
Entrada
Active esta opción para generar una entrada.
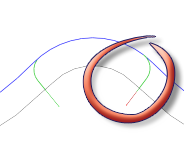
Entrada
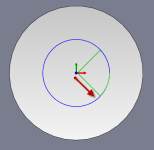
Radio de entrada guía horizontal
Especifica el radio de movimientos de entrada horizontales.
 Radio de entrada guía horizontal
Radio de entrada guía horizontal
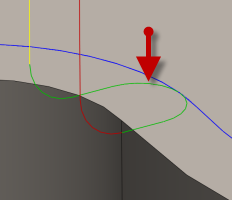
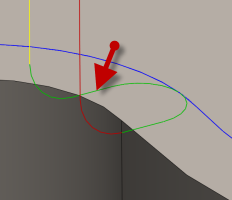
Ángulo de barrido de entrada
Especifica el barrido del arco de entrada.
 Ángulo de barrido a 90 grados |
 Ángulo de barrido a 45 grados |
Distancia de entrada lineal
Especifica la longitud del movimiento de entrada lineal para el que debe activarse la compensación de radio en el controlador.
Distancia de entrada lineal
Perpendicular
Reemplaza las extensiones tangenciales de los arcos de entrada/salida por un movimiento perpendicular al arco.
- Mostrado con entrada/salida perpendicular*
Ejemplo: Un taladro con arcos guía lo más grandes posible (cuanto mayor es el arco menos riesgo de marca de parada del seguidor), y donde una dirección lineal tangente no sea posible porque se extendería por el lado del taladro.
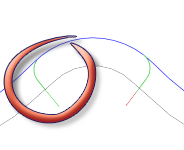
Radio de entrada guía vertical
Radio del arco vertical que suaviza el movimiento de entrada a medida que avanza hasta la propia ruta de herramienta.

Radio de entrada guía vertical
Salida
Active esta opción para generar una salida.
Salida
Igual que la entrada
Especifica que la definición de salida debe ser idéntica a la definición de guía entrada.
Radio de salida guía horizontal
Especifica el radio de los movimientos de salida horizontales.
Radio de salida horizontal
Ángulo de barrido de salida
Especifica el barrido del arco de salida.
Distancia de salida lineal
Especifica la longitud del movimiento de salida lineal para el que debe desactivarse la compensación de radio en el controlador.
Distancia de salida lineal
Perpendicular
Reemplaza las extensiones tangenciales de los arcos de entrada/salida por un movimiento perpendicular al arco.
- Mostrado con entrada/salida perpendicular*
Ejemplo: Un taladro con arcos guía lo más grandes posible (cuanto mayor es el arco menos riesgo de marca de parada del seguidor), y donde una dirección lineal tangente no sea posible porque se extendería por el lado del taladro.
Radio de salida guía vertical
Especifica el radio de salida vertical.
Radio de salida vertical
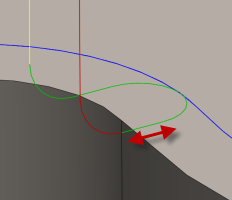
Posiciones de entrada
Seleccione la geometría cercana a la ubicación en la que desea insertar la herramienta.