Referencia de la ficha Procesamiento posterior
 Parámetros de la ficha Procesamiento posterior
Parámetros de la ficha Procesamiento posterior
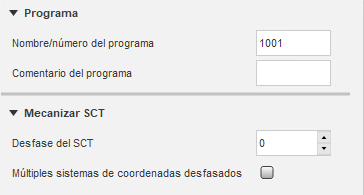
Los parámetros de procesamiento posterior como el nombre o el número del programa, el comentario del programa y el desfase de trabajo pueden proporcionarse en la ficha Procesamiento posterior
La configuración de posprocesador asigna el desfase de trabajo a su correspondiente índice de tabla cero (por ejemplo: G54-G59) en el control CNC. Normalmente se configuraría un valor de 1 para que sea el primer índice cero disponible en el control CNC (por ejemplo: G54). El SCT y el desfase de trabajo suelen configurarse para coincidir entre sí de forma unívoca.
Nombre/número del programa
Especifica el nombre o el número del programa. Este parámetro está disponible para el posprocesador.
Comentario del programa
Especifica el comentario del programa. Este parámetro está disponible para el posprocesador.
Desfase del SCT
El número del sistema de coordenadas que controla las operaciones de esta configuración. El número coincide con un código G específico, definido por el posprocesador.
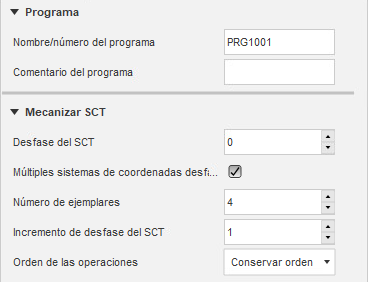
Múltiples sistemas de coordenadas desfasados
Active esta opción para especificar que la pieza de trabajo debe duplicarse.
Número de ejemplares
Especifica el número de duplicados de la pieza de trabajo.
Incremento de desfase del SCT
Especifica el incremento de desfase del trabajo utilizado para la duplicación de la pieza de trabajo.
Orden de las operaciones
Especifica la ordenación de las operaciones individuales.
- Conservar orden: especifica que las operaciones se mecanizan en el orden en que se han seleccionado.
- Ordenar por operación: especifica la ordenación de las operaciones individuales.
- Ordenar por herramienta: especifica la ordenación de las operaciones por herramienta. Por ejemplo, todas las operaciones que utilicen una fresa plana de Ø3/4" se mecanizan primero. El siguiente conjunto de operaciones que utilizan otra herramienta idéntica, una fresa plana de Ø1/4" por ejemplo, se mecanizan a continuación.
Uso de varios desfases de trabajo de configuración
Fusion admite la creación de patrones de las configuraciones completas con el componente Múltiples sistemas de coordenadas desfasados, que básicamente duplica configuraciones enteras con distintos desfases de trabajo. Este componente se utiliza normalmente cuando no se conoce de forma precisa la posición individual de cada ejemplar.
Después de activar Múltiples sistemas de coordenadas desfasados, puede especificar el número total de ejemplares y el incremento de desfase de trabajo que se utilizarán. También puede elegir el orden de la ruta de herramienta duplicada (por configuración, por operación o por herramienta).
Activación de varios desfases de trabajo
El parámetro para el campo Desfase del SCT depende del posprocesador. En este caso, se está utilizando una publicación Fanuc, de modo que al especificar 1 se utilizará el primer desfase de trabajo (G54). El siguiente campo es el número de duplicaciones, en este caso 4, de modo que cada uno de los siguientes desfases se incrementa en 1 y, por tanto, serán G55, G56 y G57.
Si las configuraciones físicas de cada ejemplar se distribuyen de manera uniforme, a veces es posible utilizar un componente de patrón normal en su lugar. Esto permite simular totalmente la ruta de herramienta duplicada. No obstante, este enfoque requiere que se añadan rutas de herramienta para alinear el material para cada ejemplar.