Trajectoire d’outil enroulée sur le 4e axe – Référence
Création de trajectoire d’outil de traçage de contour rotatif.
Aspects abordés dans cette leçon
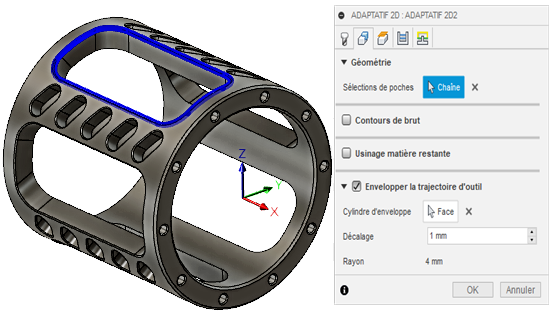
La fonction Envelopper la trajectoire d’outil permet d’analyser la chaîne sélectionnée et de créer une trajectoire d’outil de traçage de contour rotatif autour du 4e axe. Cette option est uniquement disponible avec les trajectoires d’outils Adaptatif 2D, Poche 2D et Contour 2D. Vous pouvez utiliser une esquisse 2D ou un modèle 3D comme géométrie, mais nous vous recommandons de toujours sélectionner la géométrie à partir d’un modèle 3D, afin que les trajectoires d’outils conservent leur associativité. Le concept est très simple : vous sélectionnez les arêtes à usiner et la face qui représente le rayon de la pièce cylindrique. Fusion calcule une géométrie non développée, crée une trajectoire d’outil, puis enveloppe à nouveau la trajectoire autour du rayon spécifié.
La fonctionnalité Envelopper la trajectoire d’outil est disponible sous l’onglet Géométrie dans les trajectoires d’outils Adaptatif 2D, Poche 2D et Contour 2D. Il est préférable de sélectionner cette option avant de choisir votre géométrie. Fusion modifiera les fonctions de sélection de la géométrie s’il sait que vous envisagez de créer une trajectoire d’outil enroulée sur le 4e axe.
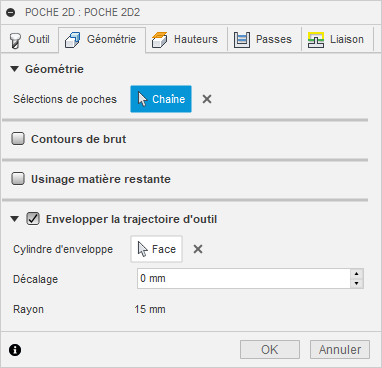 |
La fonctionnalité Envelopper le cylindre permet de sélectionner la face externe d’une pièce cylindrique pour que Fusion détermine le rayon de la trajectoire d’outil enveloppée. Cette sélection doit être un cylindre, et NON un cône ni une surface irrégulière. Vous pouvez utiliser le paramètre Décalage pour décaler la chaîne sélectionnée vers l’intérieur ou l’extérieur. |
Si vous souhaitez effectuer les manipulations en même temps que la vidéo, utilisez l’exemple de pièce qui se trouve dans le sous-dossier Ultimate du dossier CAM Samples. Rappel : un anneau rouge indique un clic gauche de souris. Un anneau bleu indique un clic droit.
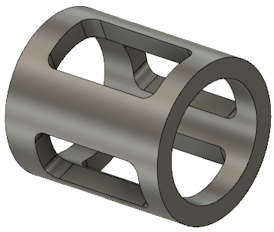
La réussite du processus dépend en grande partie du modèle utilisé. L’usinage rotatif d’une poche dans un cylindre génère une paroi conique, car l’angle de l’outil pointe vers le centre de la pièce. Les deux pièces ci-dessous semblent similaires, mais la façon dont la poche est conçue détermine s’il suffit d’une poche 2D découpée dans un cylindre (mouvement d’indexation) ou s’il faut un mouvement de contour rotatif sur le 4e axe.
 |
 |
|
 |
 |
|
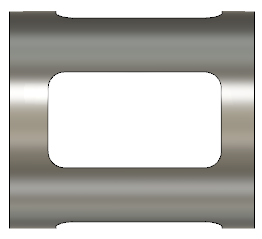
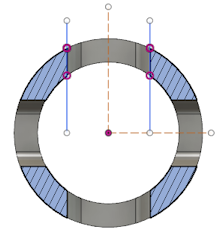
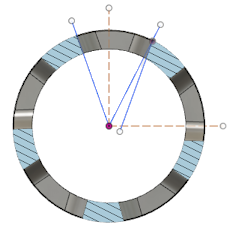
| Comme vous pouvez observer, les parois de cette pièce vont directement vers le bas. Il suffit de créer une trajectoire d’outil 2D traversant directement ce plan. Ceci n’est pas une poche rotative autour du 4e axe. | Comme vous pouvez observer, dans cette pièce, les parois sur l’axe Y sont coniques, tandis que les parois sur l’axe X sont droites. Il s’agit d’une poche rotative autour du 4e axe. |
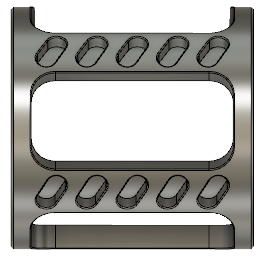
Si les parois sur l’axe X doivent être inclinées/coniques, vous aurez peut-être besoin d’une machine de fraisage 5 axes. Sur cette vue de l’extrémité (ci-dessous), la conicité des parois se voit mieux.
 |
 |
|
| Comme vous pouvez observer dans la vue de l’extrémité, les parois de la poche ne sont pas orientées vers le centre de la pièce. C’est une plongée droite à travers le plan supérieur. | Ici, vous pouvez observer que la paroi de gauche de la poche traverse l’axe central, tandis que la paroi de droite en est proche, mais ne le traverse pas. Dans ce cas, vous pouvez utiliser le paramètre Décalage pour déplacer la sélection de chaîne vers le haut ou vers le bas, afin de vous rapprocher de l’angle réel. La direction du décalage dépend de votre sélection (l’arête inférieure ou l’arête supérieure de la poche). |
Il est important de définir l’orientation des axes afin qu’ils pointent dans une direction qui soit logique pour la machine et le mouvement rotatif. Dans l’illustration ci-dessus, l’axe X pointe dans la direction du centre du cylindre. Il s’agit probablement d’un axe « A » sur un centre d’usinage vertical. La définition du plan et de l’orientation corrects a un impact sur les résultats du post-processeur et le code NC généré.
Prêt pour le niveau supérieur : regardez cette formation de niveau intermédiaire sur les trajectoires d’outils enveloppées.