Rayon de compensation autorisé – Référence
L’option Rayon de compensation autorisé peut avoir deux fonctions. Si vous utilisez le type de compensation Dans l’armoire, cette surépaisseur permet de disposer d’une variance pour apporter de petits ajustements à la taille de l’outil, au niveau de la commande. Le rayon de compensation autorisé peut également être utilisé pour créer un petit arc dans un coin, quand le rayon d'outil correspond au rayon de coin. Cela empêche que l'outil s'enfouisse dans le coin et évite de générer du broutage. Il restera donc du brut supplémentaire dans le coin après la coupe. Un tel résultat peut être inacceptable ou nécessiter un usinage supplémentaire avec un outil plus petit.
Cette fonction offre une grande souplesse au niveau de la production, car l'opérateur CNC est libre de choisir parmi différentes tailles d'outils. La plupart des commandes CNC disposent de capacités d'anticipation de blocs de commande numérique limitées et se soldent généralement par un échec lorsque la courbure du contour dépasse celle de l'outil. C'est pourquoi le logiciel de FAO est nécessaire afin d'éviter que ces problèmes ne se produisent pour une géométrie sélectionnée de manière arbitraire.
En raison de ses capacités d’anticipation de blocs de commande numérique limitées, la commande CNC ne dispose d’aucun moyen pour s’assurer que les emplacements compensés de l’outil ne vont pas marquer une autre section du contour d’origine.
Fusion résout ces problèmes grâce au paramètre Rayon de compensation autorisé disponible sous l’onglet Passes.
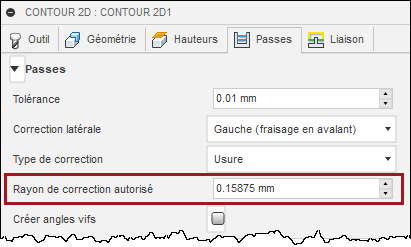
Ce paramètre indique une plage de diamètres d’outil que vous pouvez appliquer en toute sécurité, au lieu d’utiliser seulement l’outil sélectionné pour l’opération. La plage de rayons d'outil autorisée commence au rayon de l'outil sélectionné et se termine au rayon d'outil sélectionné augmenté de la valeur de tolérance spécifiée.
Notez que les angles vifs de la géométrie sélectionnée sont arrondis par cette valeur de tolérance. Par conséquent, le paramètre ne doit pas être défini sur une valeur trop élevée. L'arrondi n'est toutefois pas toujours malvenu, car la machine peut conserver une avance supérieure au niveau de ces angles.
Ce paramètre produit des résultats légèrement différents par rapport aux autres systèmes de FAO pour les cas simples, mais il garantit également que la commande CNC est en mesure d’exécuter la trajectoire d’outil générée pour les géométries arbitrairement complexes.
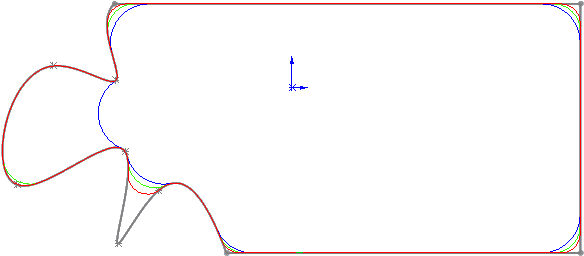
*Contour 2D réalisé à partir de l’esquisse avec la compensation de contrôle. La trajectoire de couleur rouge n’utilise pas le paramètre de rayon de compensation autorisé. La trajectoire de couleur verte utilise une petite valeur de rayon de compensation autorisé. La trajectoire de couleur bleue utilise une valeur élevée de rayon de compensation autorisé.*