Pas en Z (Poche rotative)
Cette fonctionnalité fait partie d'une extension. Les extensions sont une manière flexible d’accéder à des fonctionnalités supplémentaires dans Fusion. En savoir plus.
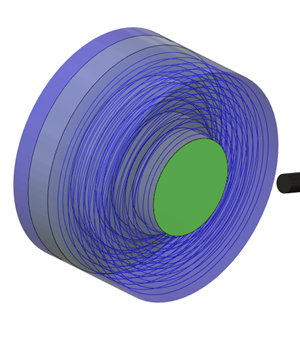
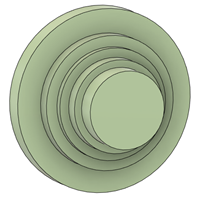
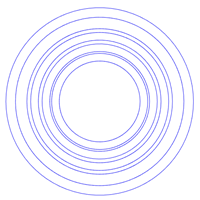
Lors de l’ébauche d’une pièce rotative, vous pouvez rencontrer un scénario où les pas en Z ne coïncident pas avec le fond d’une pièce en raison de la valeur de pas en Z maximum spécifiée, ce qui signifie qu’il reste de la matière sur laquelle une autre opération d’ébauche peut être nécessaire. Par exemple :
 |
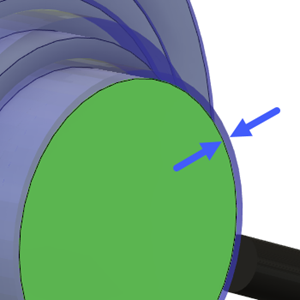 |
| Pièce rotative nécessitant une ébauche | Brut restant en raison de la valeur de pas en Z |
Dans ce scénario, vous pouvez modifier la valeur de pas en Z de sorte que celle-ci coïncide avec les fonds, mais cela n’est pas forcément souhaitable. En effet, la réduction du pas en Z par estimation peut nécessiter plusieurs tentatives de calcul de la trajectoire d’outil, et son augmentation risque d’endommager l’outil si la découpe est trop importante. Au lieu de cela, vous pouvez utiliser :
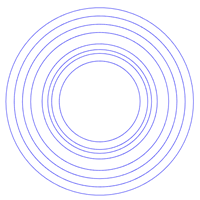
- Pas en Z automatique : fait varier la profondeur de passe entre une valeur de pas en Z maximum et de pas en Z minimum afin que les pas en Z coïncident avec les fonds cylindriques. Vous devez entrer un pas en Z minimum.
- Pas en Z sur les fonds : ajoute une profondeur de passe supplémentaire sur les fonds cylindriques. Lorsqu’il existe déjà un pas en Z coïncidant avec un fond cylindrique, aucune profondeur de passe supplémentaire n’est ajoutée.
Différence entre le pas en Z automatique et le pas en Z sur les fonds
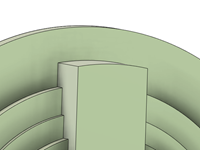
- En règle générale, sur les pièces cylindriques ordinaires, l’utilisation de l’option Pas en Z automatique entraîne moins de pas en Z que l’option Pas en Z sur les fonds. Dans ce cas, le pas en Z automatique peut être préférable, car un nombre inférieur de pas en Z offre un temps d’usinage plus rapide.
 |
|
 |
 |
| Pas en Z automatique | Pas en Z sur les fonds |
| Huit pas en Z | Neuf pas en Z |
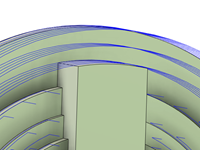
- Lors de l’usinage de pièces plus complexes, telles que des pièces avec des rebords, l’utilisation de l’option Pas en Z sur les fonds peut s’avérer plus efficace. Cela est dû au fait que le pas en Z sur les fonds ajoute une trajectoire d’outil uniquement sur la surface du rebord. Le pas en Z automatique ajuste une profondeur de passe entière pour coïncider avec un petit rebord, ce qui n’offre pas forcément la meilleure utilisation du temps d’usinage.
 |
|
 |
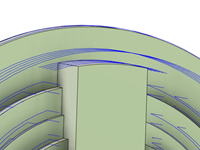 |
| Pas en Z automatique | Pas en Z sur les fonds |
| Temps d’usinage plus long | Temps d’usinage plus court |