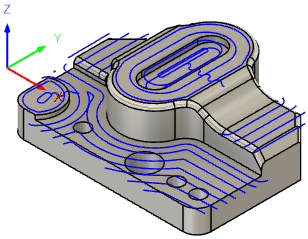
Référence de finition de plats
Détecte automatiquement les zones planes de la pièce pour l’usinage.
Fabrication > Fraisage > 3D > Plat ![]()
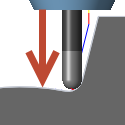
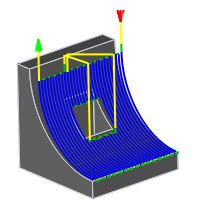
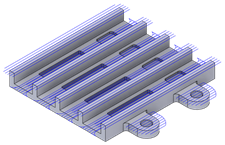
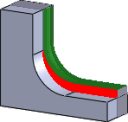
Cette stratégie détecte toutes les zones planes de la pièce et les dégage avec une trajectoire de décalage similaire à la stratégie Ébauche de poche ou Face 2D. Il existe une option permettant de couper jusqu’à la face horizontale par étapes, ce qui signifie que cette stratégie peut être utilisée comme trajectoire d’outil de finition et de semi-ébauche.
Lorsque la zone plane est étagée au-dessus des zones environnantes, l’outil se déplace au-dessus d’elle pour usiner les arêtes.
 Paramètres de l’onglet Outil
Paramètres de l’onglet Outil
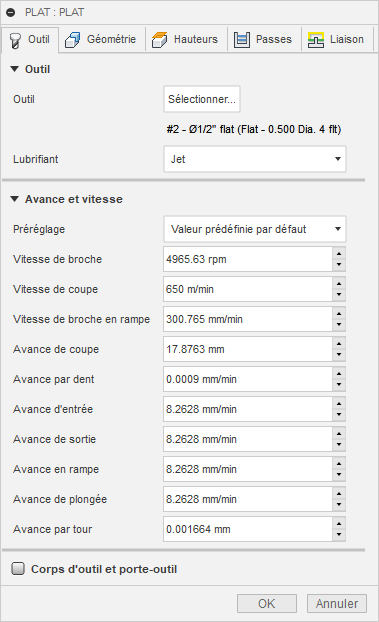
Outil
Cliquez sur Sélectionner pour accéder à la bibliothèque d’outils. Pour en savoir plus sur la sélection d’outils, reportez-vous à la documentation de référence sur la bibliothèque d’outils.
Liquide de refroidissement
Sélectionnez le type de liquide de refroidissement employé avec la machine-outil. Tous les types ne conviennent pas à l'ensemble des post-processeurs de machines.
Avance et vitesse
Paramètres de coupe pour les broches et l’avance.
- Prédéfini sélectionnez la date de coupe prédéfinie pour l’outil sélectionné, pour définir les vitesses et les avances.
- Vitesse de broche : vitesse de rotation de la broche exprimée en rotations par minute (rpm).
- Vitesse de coupe : vitesse à laquelle la matière se déplace le long de l’arête de coupe de l’outil (SFM ou m/min).
- Vitesse de broche en rampe : vitesse de rotation de la broche lors de la réalisation de mouvements de rampe.
- Vitesse d’avance de coupe : vitesse d’avance utilisée dans les mouvements de coupe réguliers. Exprimée en pouces/min (PPM) ou mm/min.
- Vitesse par dent : vitesse d’avance de coupe exprimée en tant qu’avance par dent (FPT).
- Vitesse d’avance d’entrée : avance utilisée lors de l’entrée dans un mouvement de coupe.
- Vitesse d’avance de sortie : avance utilisée lors de la sortie d’un mouvement de coupe.
- Vitesse d’avance en rampe : avance utilisée lors de la réalisation de rampes hélicoïdales dans le brut.
- Vitesse d’avance de plongée : avance utilisée lors de la plongée dans le brut.
- Avance par révolution : vitesse d’avance de plongée exprimée en tant qu’avance par révolution.
Arbre Porte-outil
Lorsque cette option est activée, elle propose des commandes supplémentaires pour la gestion des collisions. Il est possible de détecter les collisions se rapportant à la fois à l’arbre et au porte-outil, et de leur attribuer des dégagements distincts. Choisissez un des modes disponibles, selon la stratégie d’usinage.
Cette fonction augmente le nombre de calculs à effectuer. Cela peut affecter les performances de votre système dans le cadre de projets très volumineux.
Modes de corps et porte-outil
| Option désactivée | Éloigner | |
 |
 |
|
| N’effectue aucun calcul pour les collisions arbre/porte-outil. | Éloigne la trajectoire d’outil de la pièce de travail pour maintenir une distance de sécurité entre l’arbre et/ou le porte-outil. | |
| Relimitée | Détecter la longueur d’outil | |
 |
 |
|
| Réduit la course de la coupe pour éviter une collision avec le porte-outil. | Prolonge automatiquement l’outil au-delà du porte-outil afin de maintenir la distance de sécurité spécifiée entre l’arbre et/ou le porte-outil et la pièce de travail. Un message indiquant la distance de prolongement de l’outil par rapport au porte-outil est consigné. |
Échec sur collision : le calcul de la trajectoire d’outil est abandonné et un message d’erreur est consigné dans un journal lorsque la distance de sécurité n’est pas respectée.
Paramètres
- Utiliser la queue : activez cette option pour inclure la queue de l’outil sélectionné dans le calcul de la trajectoire d’outil, afin d’éviter les collisions.
- Dégagement de queue : la queue de l’outil est toujours maintenue à cette distance de la pièce.
- Utiliser le porte-outil : activez cette option pour inclure le porte-outil de l’outil sélectionné dans le calcul de la trajectoire d’outil et ainsi éviter les collisions.
- Garde de porte-outil : le porte-outil est toujours maintenu à cette distance de la pièce.
 Paramètres de l’onglet Géométrie
Paramètres de l’onglet Géométrie
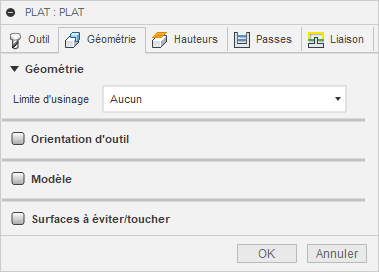
Limite d’usinage
La limite d’usinage spécifie la façon dont la limite de la trajectoire d’outil est définie. Les images suivantes illustrent l’utilisation d’une trajectoire d’outil radiale 3D.
| Silhouette | Sélection | |
 |
 |
Modes de limites disponibles :
| Zone de contour | Silhouette | Sélection |
 |
 |
 |
| Défini par l’étendue rectangulaire de la pièce considérée depuis la vue du plan de l’outil SCG (Dessus) | Défini par l’arête ombrée du profil de pièce comme considérée depuis la vue du plan de l’outil SCG (Dessus) | Défini par une sélection pouvant correspondre à des arêtes du modèle ou à une limite d’esquisse. |
Aucun : Défini par la taille du brut spécifiée dans la posage. Cette option n’est pas disponible pour toutes les stratégies d’usinage.
Zone de limitation de l'outil
La zone de limitation de l’outil permet de contrôler la position des outils par rapport aux limites sélectionnées.
| Outil à l’intérieur de la limite | Outil centré sur la limite | Outil à l’extérieur de la limite |
 |
 |
 |
| La totalité de l’outil reste à l’intérieur de la limite. Par conséquent, il se peut que la surface délimitée par le contour ne soit pas entièrement usinée. | La limite est circonscrite au centre de l'outil. Ce paramètre garantit que la totalité de la surface située à l’intérieur de la limite est usinée. Toutefois, les zones situées à l'extérieur des limites peuvent également être usinées. | La trajectoire d'outil est créée à l'intérieur de la limite, mais le bord de l'outil peut se déplacer sur l'arête extérieure de la limite. |
Décalage supplémentaire
Le décalage supplémentaire est un décalage appliqué aux limites sélectionnées et à la zone de limitation de l’outil. Une valeur positive permet de décaler la limite vers l’extérieur, à moins que le confinement d’outil soit défini sur Intérieur, auquel cas une valeur positive entraîne un décalage vers l’intérieur.
Exemples illustrés avec l’option Zone de limitation définie sur Outil centrée sur la limite.
| Décalage négatif | Aucun décalage | Décalage positif |
 |
 |
 |
| L’outil est décalé à l’intérieur | L’outil reste sur la limite | L’outil est décalé vers l’extérieur |
Afin de vous assurer que le bord de l’outil chevauche la limite, sélectionnez la méthode de confinement de l’outil Extérieur et spécifiez une valeur positive faible.
Afin de vous assurer que le bord de l’outil se trouve complètement en dehors de la limite, sélectionnez la méthode de confinement de l’outil Intérieur et spécifiez une valeur positive faible.
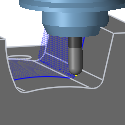
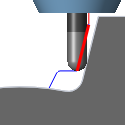
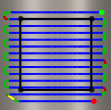
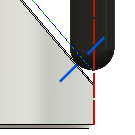
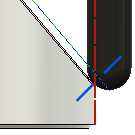
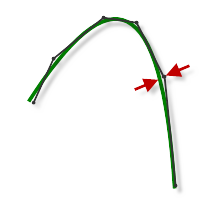
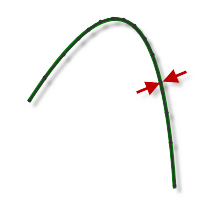
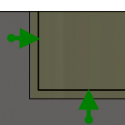
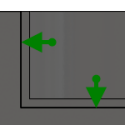
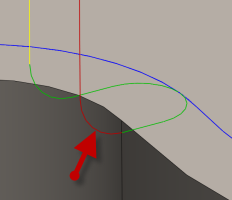
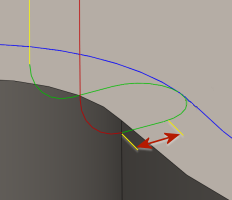
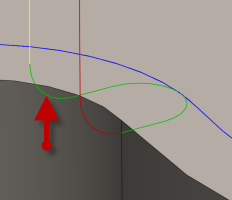
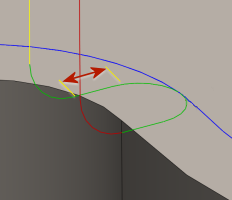
Frontière aux points de contact
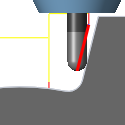
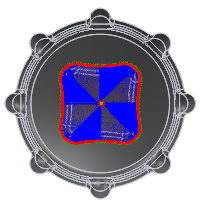
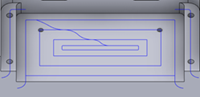
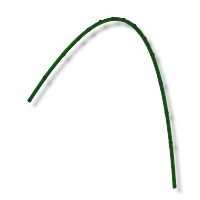
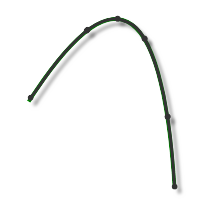
Lorsque cette option est activée, elle prolonge les limites de la limite d’usinage de la position de coupe jusqu’à l’endroit où l’outil entre en contact avec la pièce, plutôt que la position du centre de l’outil. Dans l’illustration ci-dessous, la ligne rouge indique la sélection d’arête de limite d’usinage, telle qu’elle est visualisée dans le plan d’outil. La ligne bleue indique le point de contact de l’outil.
La différence est illustrée ci-dessous, sur une trajectoire d’outil de type Parallèle utilisant une fraise boule.
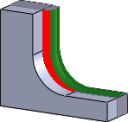
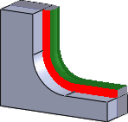
| Option désactivée | Option activée | |
 |
 |
|
 |
 |
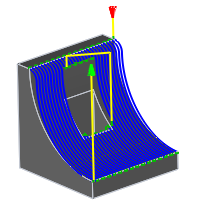
Orientation de l'outil
Spécifie le mode d’orientation de l’outil à l’aide d’une combinaison d’options d’origine et d’orientation du trièdre.
Le menu déroulant Orientation propose les options suivantes pour définir l’orientation des axes X, Y et Z du trièdre :
- Régler orientation du WCS : utilise le système de coordonnées de la pièce de travail (WCS) de la posage actuelle pour l’orientation de l’outil.
- Orientation du modèle : utilise le repère de la pièce active pour l’orientation de l’outil.
- Sélectionner Z axe/plan et axe X : permet de sélectionner une face ou une arête pour définir l’axe Z et une autre face ou arête pour définir l’axe X. Les axes X et Z peuvent tous deux être inversés de 180 degrés.
- Sélectionner Z axe/plan et axe Y : permet de sélectionner une face ou une arête pour définir l’axe Z et une autre face ou arête pour définir l’axe Y. Les axes Z et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner les axes X et Y : permet de sélectionner une face ou une arête pour définir l’axe X et une autre face ou arête pour définir l’axe Y. Les axes X et Y peuvent tous deux être inversés de 180 degrés.
- Sélectionner le système d’axes : définit une orientation d’outil spécifique pour cette opération à partir d’un système de coordonnées utilisateur dans le modèle. Cette option utilise à la fois l’origine et l’orientation du système de coordonnées existant. Choisissez-la si votre modèle ne contient pas de point ni de plan appropriés pour votre opération.
Le menu déroulant Origine propose les options suivantes pour localiser l’origine du trièdre :
- Régler origine du WCS : utilise l’origine du repère de la posage actuelle pour l’orientation de l’outil.
- Origine du modèle : utilise l’origine du système d’axes de travail de la pièce active pour définir l’origine de l’outil.
- Sélectionner le point : permet de sélectionner un sommet ou une arête comme origine du trièdre.
- Point de cube de brut : permet de sélectionner un point sur le cube capable du brut pour définir l’origine du trièdre.
- Coin du modèle : permet de sélectionner un point sur la zone de délimitation du modèle pour définir l’origine du trièdre.
Modèle
Activez cette option pour remplacer la géométrie du modèle (surfaces/corps) définie dans la posage.
Inclure le modèle de posage
Cette option est activée par défaut. Le modèle sélectionné dans le posage est inclus en plus des surfaces du modèle sélectionnées lors de l’opération. Si vous désactivez cette case à cocher, la trajectoire d’outil est uniquement générée sur les surfaces sélectionnées lors de l’opération.
Surfaces à éviter/toucher
Lorsque cette option est activée, sélectionnez les surfaces à éviter. L’outil doit éviter les surfaces sélectionnées par la quantité spécifiée.
| Option désactivée | Option activée | |
 |
 |
Dégagement pour les surfaces à toucher/éviter
Définissez la distance permettant à l’outil d’éviter les surfaces sélectionnées.
Surfaces à toucher
Correspond au sens contraire de la définition du paramètre Surfaces à éviter. Lorsque cette option est activée, les surfaces d’évitement désignent les surfaces à toucher dans les limites de la hauteur de sécurité tandis que les surfaces restantes sont à éviter.
Option Surfaces à toucher activée
 Paramètres de l’onglet Hauteurs
Paramètres de l’onglet Hauteurs
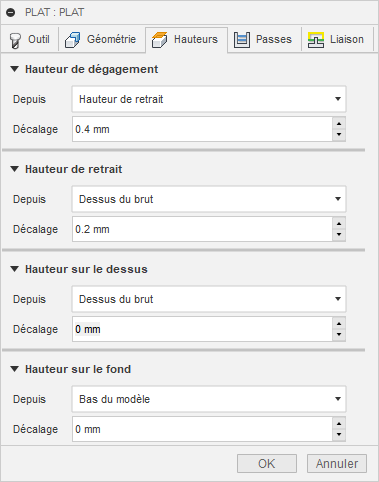
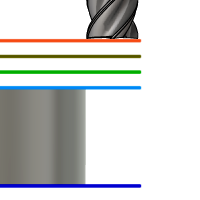
Hauteur de sécurité
La hauteur de sécurité correspond à la première hauteur que l’outil atteint sur son chemin en direction du début de la trajectoire d’outil.
Hauteur de sécurité
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur supérieure : décalage incrémentiel par rapport à la hauteur supérieure.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage de hauteur de dégagement
Le paramètre Décalage de hauteur de dégagement est appliqué. Il est défini par rapport à la hauteur de dégagement sélectionnée dans la liste déroulante ci-dessus.
Hauteur de rétraction
La hauteur de rétraction spécifie la hauteur qu’atteint l’outil avant la passe de coupe suivante. Elle doit être définie sur une valeur supérieure à celle des paramètres Hauteur d’avance et Haut. La hauteur de rétraction s’utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur de rétraction
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur supérieure : décalage incrémentiel par rapport à la hauteur supérieure.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage de la hauteur de rétraction
Le paramètre Décalage de la hauteur de rétraction est appliqué. Il est défini par rapport à la hauteur de rétraction sélectionnée dans la liste déroulante ci-dessus.
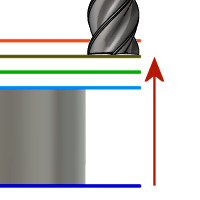
Hauteur supérieure
La hauteur supérieure définit la hauteur qui décrit le haut de la coupe. Elle doit être définie sur une valeur supérieure à celle du paramètre Bas. La hauteur supérieure s’utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur supérieure
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Profondeur d’usinage : décalage incrémentiel par rapport à la profondeur d’usinage.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage supérieur
Le paramètre Décalage supérieur est appliqué. Il est défini par rapport à la hauteur supérieure sélectionnée dans la liste déroulante ci-dessus.
Hauteur inférieure
La hauteur inférieure détermine les valeurs finales de hauteur et de profondeur d'usinage, ainsi que la profondeur maximale atteinte par l'outil dans le brut. Elle doit être définie sur une valeur inférieure à celle du paramètre Haut. La hauteur inférieure s’utilise conjointement avec le décalage ultérieur pour définir la hauteur.
Hauteur inférieure
- Hauteur de dégagement : décalage incrémentiel par rapport à la hauteur de dégagement.
- Hauteur de rétraction : décalage incrémentiel par rapport à la hauteur de rétraction.
- Hauteur supérieure : décalage incrémentiel par rapport à la hauteur supérieure.
- Haut du modèle : décalage incrémentiel par rapport au haut du modèle.
- Bas du modèle : décalage incrémentiel par rapport au bas du modèle.
- Dessus du brut : décalage incrémentiel par rapport au dessus du brut.
- Bas du brut : décalage incrémentiel par rapport au bas du brut.
- Sélection : décalage incrémentiel par rapport à un point (sommet), une arête ou une face sélectionnés dans le modèle.
- Origine (absolue) : décalage absolu par rapport à l’origine définie soit dans la posage, soit dans l’orientation de l’outil dans le cadre de l’opération en cours.
Décalage inférieur
Le paramètre Décalage inférieur est appliqué. Il est défini par rapport à la hauteur inférieure sélectionnée dans la liste déroulante ci-dessus.
 Paramètres de l’onglet Passes
Paramètres de l’onglet Passes
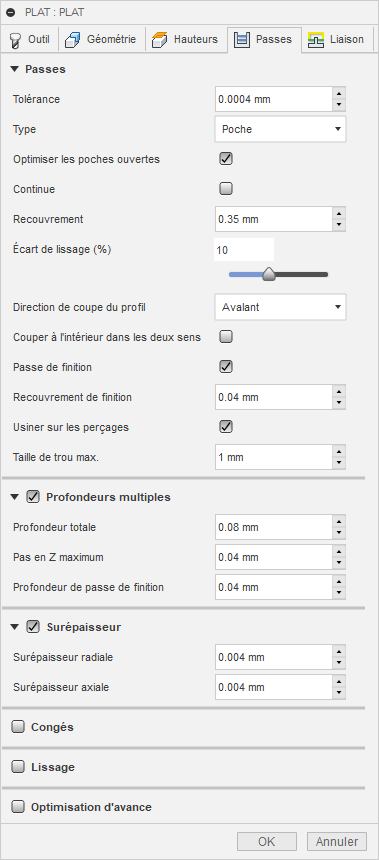
Tolérance
La tolérance d’usinage correspond à la somme des tolérances utilisées pour la génération des trajectoires d’outil et la triangulation de la géométrie. Il convient d’ajouter les éventuelles tolérances de filtrage supplémentaires à cette valeur pour obtenir la valeur de tolérance totale.
 |
 |
| Tolérance large de 0,100 | Tolérance stricte de 0,001 |
Le mouvement de fraisage par contournage des machines CNC est contrôlé à l’aide des commandes de ligne G1 et d’arc G2 G3. Pour s’adapter à ce comportement, Fusion calcule de manière approximative les trajectoires d’outils de spline et de surface en leur appliquant une linéarité. De nombreux segments de ligne courts destinés à représenter approximativement la forme souhaitée sont ainsi créés. La précision de l’adéquation entre la trajectoire d’outil et la forme souhaitée dépend largement du nombre de lignes utilisé. En effet, plus le nombre de lignes est important, plus la trajectoire d’outil s’approche de la forme nominale de la spline ou de la surface.
Surcharge de données
Il peut s’avérer tentant d’avoir systématiquement recours à des valeurs de tolérances très strictes, mais cela s’accompagnerait de certains inconvénients : augmentation de la durée de calcul des trajectoires d’outil, augmentation de la taille des fichiers de code G et mouvements de ligne très courts. Les deux premiers points posent peu de problème, car Fusion exécute rapidement les calculs et la plupart des systèmes modernes disposent d’au moins 1 Mo de RAM. Cependant, les mouvements de ligne courts, associés à des avances importantes, peuvent entraîner un phénomène connu sous le nom de "data starving".
Ce phénomène se produit lorsque la commande, submergée par la profusion de données à traiter, ne parvient plus à suivre. Les commandes CNC peuvent uniquement traiter un nombre fini de lignes de code (blocs) par seconde. Cela peut représenter à peine 40 blocs/seconde sur les anciennes machines et 1 000 blocs/seconde ou plus sur une machine récente, telle que les modèles de Haas Automation. Il arrive que les mouvements de ligne courts et les avances importantes forcent la vitesse de traitement au-delà des capacités de gestion de la commande. Lorsque cela se produit, la machine doit marquer une pause après chaque mouvement et attendre l'émission de la commande servo suivante.
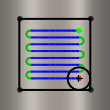
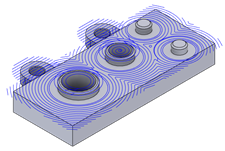
Type
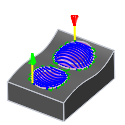
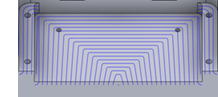
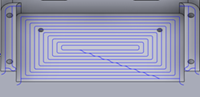
Génère un style de trajectoire d’outil qui ressemble à la stratégie Poche ou à la stratégie Parallèle.
| Poche | Parallèle | |
 |
 |
|
| Utile pour l’usinage de géométries complexes, telles que plusieurs régions circulaires. Les passes sont décalées les unes par rapport aux autres. Des options sont disponibles pour optimiser la trajectoire d’outil sur les poches ouvertes et générer une trajectoire d’outil en spirale pour un usinage continu. | Utile pour l’usinage d’une géométrie plus simple, telle que de longues régions rectangulaires. Les passes sont organisées en lignes droites et ne comportent pas de coins. Les coins dans la trajectoire d’outil ralentissent souvent la machine et peuvent causer des marques sur la surface. |
Optimiser les poches ouvertes
Lorsque cette option est activée, l’outil approche à partir des côtés ouverts d’une poche. Cela entraîne des mouvements d’entrée plus efficaces tels qu’une courte extension tangentielle au lieu d’un mouvement de rampe et de meilleures conditions de coupe.
- Réduit les coupes sur toute la largeur.
- Réduit les angles vifs dans la trajectoire d’outil.
Lorsque cette option est désactivée, l’outil ne peut pas pénétrer dans la zone de coupe à partir de l’extérieur de la pièce. Cela peut être utile pour éviter les attaches ou les supports qui pourraient se trouver sur la trajectoire. Il y a également moins d’élévations d’outils, ce qui accélère l’usinage de matières plus douces comme la mousse, où les conditions de coupe ne sont pas aussi critiques.
| Option activée | Option désactivée | |
 |
 |
|
| Les mouvements de coupe peuvent chevaucher l’arête de la zone de coupe. | Les mouvements de coupe sont contenus dans la zone de coupe. |
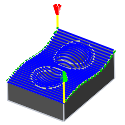
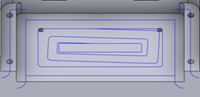
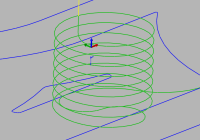
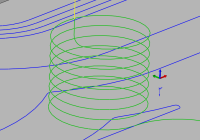
Continue
Génère une trajectoire d’outil en spirale qui implique des mouvements de liaison minimes entre les passes, ce qui produit une meilleure finition de surface.
| Option activée | Option désactivée | |
 |
 |
Pas
Distance de pas entre les coupes.
Déviation de lissage (%)
Un ajustement d’échelle glissante entre 0 et 25 % qui représente un écart de la trajectoire d’incrément réelle. Cela crée un mouvement fluide pour la trajectoire d’usinage, afin de réduire les angles vifs.
La déviation de lissage s’applique aux découpes intérieures et n’affecte pas la précision de la découpe finale du contour.
| Écart de 0 % | Écart de 25 % | |
 |
 |
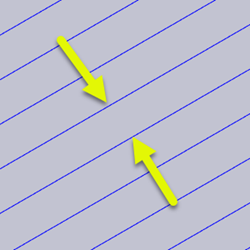
Direction de coupe du profil
La direction de coupe du profil vous permet de contrôler si Fusion doit créer une coupe en avalant, classique ou une coupe bidirectionnelle sur la surface.
 |
1 - Coupe en avalant 2 - Coupe classique 3 - Bidirectionnel |
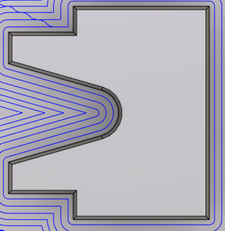
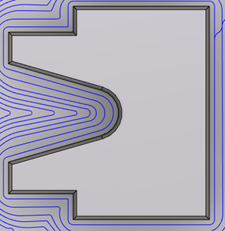
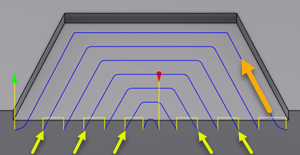
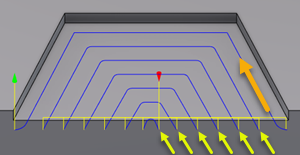
Couper à l’intérieur dans les deux sens
Lorsque cette option est activée, elle alterne entre les coupes en avalant et conventionnelles pour toutes les passes intérieures. La coupe finale est contrôlée par le paramètre Direction de coupe du contour (illustré par la flèche orange).
Lorsque cette option est désactivée, la direction de coupe du contour détermine la direction de toutes les coupes.
| Option activée | Option désactivée | |
 |
 |
Passe de finition
Lorsque cette option est activée, vous pouvez ajouter une passe de finition pour l’incrément final.
L’incrément final est l’endroit où l’outil pénètre le sol, mais aussi les parois latérales proches. Une passe supplémentaire permet d’obtenir une coupe plus fine et une meilleure finition de surface.
| Option activée | Option désactivée | |
 |
 |
Recouvrement de finition
Distance des passes finales, qui est généralement plus petite que la valeur de recouvrement.
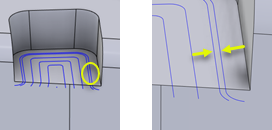
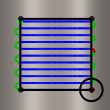
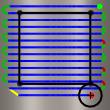
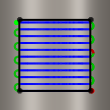
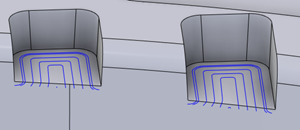
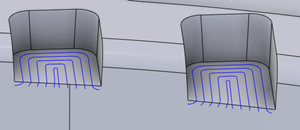
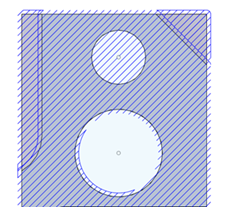
Usiner sur les perçages
Lorsque cette option est activée, la trajectoire d’outil continue sur les perçages au lieu de contourner l’ouverture. Le mouvement continu crée une trajectoire d’outil plus uniforme sur la zone plane et élimine le besoin de corriger les zones de perçages ouverts.
Cela entraîne moins de changements de direction, ce qui permet d’obtenir une meilleure finition de surface et éventuellement une durée de cycle réduite.
| Option activée | Option désactivée | |
 |
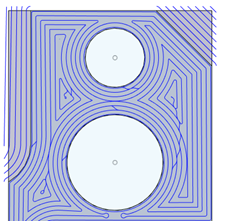 |
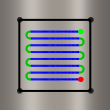
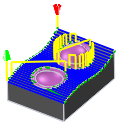
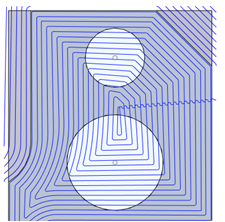
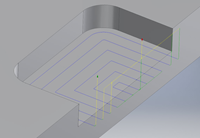
Taille de trou max.
Usine sur les perçages qui sont plus petits que le diamètre de perçage spécifié.
Dans l’exemple ci-dessous, le trou sur le dessus a un diamètre de 30 mm et le trou sur le fond a un diamètre de 50 mm.
Lorsqu’une valeur de taille de trou max de 40 mm est entrée, une trajectoire d’outil est générée sur le trou supérieur et aucune n’est générée sur le trou inférieur.
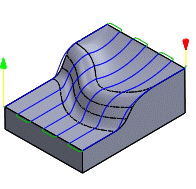
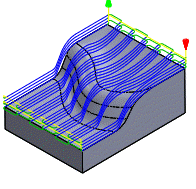
Profondeurs multiples
Activez cette option pour effectuer plusieurs ouvertures de profondeur. Profondeurs multiples est utile pour retirer une quantité fixe de brut en créant plusieurs passes de décalage Z incrémentielles. Cette option est disponible dans de nombreuses stratégies de finition 3D. Les images suivantes sont illustrées avec l’option Parallèle 3D.
| Option désactivée | Option activée | |
 |
 |
|
| Passe en profondeur Z unique | Exemple avec trois passes en Z |
Profondeur totale
Quantité totale de brut à retirer de la surface.
Pas en Z maximum
Valeur du pas entre les coupes sur les niveaux Z.
Pas en Z de finition
Valeur du pas pour la coupe finale de niveau Z.
Surépaisseur
Une valeur de brut positive laisse de la matière pour les opérations d’ébauche et de finition ultérieures. Les opérations d’ébauche laissent généralement une petite quantité de matière pour une finition de précision.
Une valeur de brut négative retire de la matière au-delà de la surface de la pièce ou de la limite. Cette technique est souvent employée dans l'électro-érosion pour tolérer un éclateur ou pour répondre aux exigences de tolérance d'une pièce.
Une valeur de quantité de brut nulle (0,0) supprime tout excédent de matière jusqu’à la géométrie sélectionnée.
| Positif | Aucun brut | Négatif |
 |
 |
 |
Brut radial à conserver (paroi)
Le paramètre Brut radial à conserver détermine la quantité de matière à conserver dans la direction radiale (perpendiculaire à l’axe de l’outil), c’est-à-dire sur le côté de l’outil.
Brut axial à conserver (sol)
Le paramètre Brut axial à conserver détermine la quantité de matière à conserver dans la direction axiale (le long de l’axe Z), c’est-à-dire dans le bas de l’outil.
| Radial – Brut de paroi | Radial et axial | Axial – Brut au sol |
 |
 |
 |
Dans le cas des surfaces qui ne sont pas parfaitement verticales, Fusion procède à une interpolation entre les valeurs de brut axial (paroi) et radial à conserver. De ce fait, il se peut que le brut restant dans la direction radiale sur ces surfaces soit différent de la valeur spécifiée, selon l’inclinaison de la surface et la valeur de brut axial à conserver définie.
La modification de la valeur de surépaisseur radiale définit automatiquement la valeur de surépaisseur en Z sur la même quantité, à moins de spécifier manuellement cette dernière.
Quand vous utilisez une fraise boule ou à rayon, le brut axial négatif doit être inférieur ou égal au rayon de coin de l’outil sélectionné.
Congés
Activez cette option pour spécifier un rayon de congé.
Rayon du congé
Spécifiez un rayon de congé.
Lissage
Lisse la trajectoire d'outil en supprimant des points et des arcs d'ajustement en trop dans la mesure du possible et dans la plage de tolérance de filtrage donnée.
 |
 |
| Lissage désactivé | Lissage activé |
Le lissage permet de réduire la taille du code sans sacrifier la précision. Le principe du lissage est le suivant : les lignes colinéaires sont remplacées par une seule ligne et les lignes multiples des zones incurvées par des arcs tangents.
Les effets du lissage peuvent être considérables. La taille du fichier de code G peut être réduite de moitié, voire plus. La machine fonctionnera plus rapidement et de manière plus fluide, et la finition de surface aura un meilleur aspect. La proportion de réduction du code dépend de la façon dont la trajectoire d’outil se prête au lissage. Le filtrage fonctionne bien pour les trajectoires d’outil situées essentiellement sur un plan principal (XY, XZ ou YZ), telles que les trajectoires parallèles. En revanche, les autres types, comme les crêtes en 3D, sont moins réduits.
Tolérance de lissage
Indique la tolérance du filtre de lissage.
Le lissage donne des résultats optimaux lorsque la tolérance (c’est-à-dire la précision avec laquelle la trajectoire linéarisée initiale est générée) est supérieure ou égale à la tolérance de lissage (ajustement de l’arc de ligne).
Optimisation Avance
Indique que l’avance doit être réduite au niveau des coins.
Changement de direction maximal : indique le changement angulaire maximal autorisé avant la réduction de la vitesse d’avance.
Rayon d’avance réduit : indique le rayon minimal autorisé avant la réduction de l’avance.
Distance d’avance réduite : indique la distance de réduction de l’avance avant un coin.
Vitesse d’avance réduite : indique la vitesse d’avance réduite à appliquer dans les coins.
Coins inférieurs uniquement : activez cette option pour réduire la vitesse d’avance dans les coins intérieurs uniquement. Activez cette option pour réduire uniquement l’avance sur les coins intérieurs.
 Paramètres de l’onglet Liaison
Paramètres de l’onglet Liaison
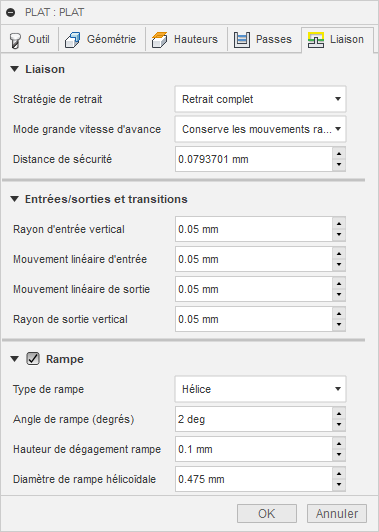
Règle de rétraction
Détermine la façon dont l’outil se déplace entre les passes de coupe. Dans les images suivantes, la stratégie Balayage isoparamétrique est appliquée.
Retrait complet : permet de rétracter entièrement l’outil selon la valeur du paramètre Hauteur de retrait à la fin de la passe, avant de le positionner au-dessus du début de la passe suivante.
Retrait minimum : permet d’atteindre directement la hauteur minimale à laquelle l’outil usine la pièce de construction, plus toute distance de sécurité spécifiée.
Chemin le plus court : permet de déplacer l’outil sur la distance la plus courte possible en ligne droite entre des trajectoires.
| Retrait complet | Rétraction minimale | Chemin le plus court |
 |
 |
 |
Dans le cas des machines CNC qui ne prennent pas en charge les mouvements rapides linéarisés, il est possible de modifier le post-processeur afin de convertir tous les mouvements G0 en mouvements G1 UGV. Pour obtenir de plus amples informations et des instructions sur la modification des post-processeurs évoquée, contactez l’assistance technique.
Mode de haute vitesse d’avance
Indique les situations dans lesquelles les mouvements rapides doivent être convertis en mouvements réellement rapides (G0) et quand ils doivent être convertis en mouvements UGV (G1).
- Conserve les mouvements rapides : tous les mouvements rapides sont conservés.
- Conserve les mouvements rapides axiaux et radiaux : les mouvements rapides strictement horizontaux (radiaux) ou verticaux (axiaux) sont traduits en mouvements réellement rapides.
- Conserve les mouvements rapides axiaux : seuls les mouvements rapides verticaux sont conservés.
- Conserve les mouvements rapides radiaux : seuls les mouvements rapides horizontaux sont conservés.
- Conserve les mouvements rapides sur un seul axe : seuls les mouvements rapides effectués sur un axe (X, Y ou Z) sont conservés.
- Toujours utiliser UGV : traduit les mouvements rapides en mouvements G01 (à haute vitesse d’avance) plutôt qu’en mouvements rapides (G0).
Ce paramètre est généralement défini pour éviter les collisions lors des mouvements rapides sur les machines qui effectuent des mouvements de type « déviation » à ces endroits.
Haute vitesse d’avance
Avance à utiliser pour les mouvements rapides traduits en mouvements G1 plutôt que G0.
Distance de sécurité
Distance minimale entre l’outil et les surfaces de la pièce lors des mouvements de rétraction. Cette distance est mesurée après l'application de la surépaisseur, de sorte que si une surépaisseur négative est utilisée, il convient de faire particulièrement attention à ce que la distance de sécurité soit suffisamment grande pour éviter les collisions.
Approches et transitions
Ces paramètres contrôlent comment la trajectoire d’outil doit entrer et sortir des coupes de la trajectoire d’outil. Il s’agit d’une combinaison de mouvements linéaires et circulaires.
Mouvements d’engagement
| Rayon d’entrée vertical | Mouvement linéaire d’entrée | |
 |
 |
|
| Rayon de l’arc vertical pour le lissage de l’entrée dans la trajectoire d’outil. | Distance linéaire pour le lissage de l’entrée dans la trajectoire d’outil. |
Mouvements de dégagement
| Rayon de sortie vertical | Mouvement linéaire de sortie | |
 |
 |
|
| Rayon de l’arc vertical pour lisser la sortie de la trajectoire d’outil. | Distance linéaire de lissage de la sortie de la trajectoire d’outil. |
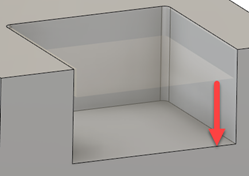
Type de rampe
Indique la façon dont l’outil entre dans la pièce pour chaque profondeur de coupe.
| Plongée en dehors du brut | Pré-perçage | |
 |
 |
|
| Plongée | Zigzag | |
 |
 |
|
| Profil | Profil lissé | |
 |
 |
|
| Hélice | ||
 |
Angle de rampe (degrés)
Indique l’angle de rampe maximal.
Pas en Z de rampe maximum
Indique l’incrément Z de rampe maximal par tour sur le profil de rampe. Ce paramètre permet de limiter la charge de l’outil lors des ouvertures pleine largeur pendant l’utilisation de la rampe.
Hauteur de dégagement rampe
Hauteur de la rampe au-dessus du niveau de brut actuel.
Dégagement radial rampe
Indique la distance minimale jusqu’au contour pour l’hélice de pénétration.
Diamètre de rampe hélicoïdale
Spécifie le diamètre de la rampe hélicoïdale.
Diamètre minimum de rampe
Spécifie le diamètre minimal de la rampe.
Positions de pré-perçage
Si l’option Pré-perçage est sélectionnée, utilisez-la pour indiquer l’emplacement du trou. Fusion suppose que vous avez percé un trou à cet emplacement.
Positions d’entrée
Sélectionnez une position d’entrée pour le début de la rampe.