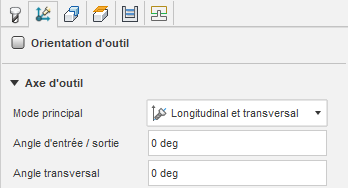
Mode principal de l’axe d’outil
Cette fonctionnalité fait partie d'une extension. Les extensions sont une manière flexible d’accéder à des fonctionnalités supplémentaires dans Fusion. En savoir plus.
Les options de la liste Mode de l’axe d’outil vous permettent de spécifier le comportement principal de l’axe d’outil pour l’usinage multi-axes.
Vertical : l’axe d’outil s’aligne lui-même avec l’orientation d’outil spécifiée.
Angle longitudinal et angle transversal : permet d’incliner l’axe d’outil en spécifiant l’angle longitudinal et l’angle transversal. Un angle longitudinal incline l’outil dans la direction de déplacement. Un angle transversal incline l’outil latéralement par rapport à la direction de déplacement. Un angle longitudinal et un angle transversal de 0 alignent l’axe d’outil de manière à ce que ce dernier soit toujours perpendiculaire à la géométrie de surface sous-jacente. Lorsque la surface usinée change, l’axe d’outil se modifie également, pour continuer d’usiner perpendiculairement à la pièce. Lorsque vous sélectionnez cette option, vous pouvez spécifier des paramètres pour améliorer l’efficacité de l’usinage.
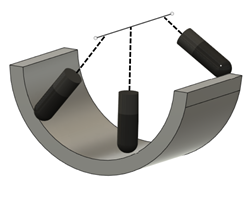
Remarque : l’option Longitudinal et transversal est actuellement disponible uniquement pour la stratégie Z constant intercalé.À partir du point : la pointe de l’outil est toujours dirigée en direction opposée à un point.
Au point : la pointe de l’outil est toujours dirigée en direction d’un point.
Depuis la courbe : la pointe de l’outil est toujours dirigée en direction opposée à une courbe.
Jusqu’à la courbe : la pointe de l’outil est toujours dirigée en direction d’une courbe/ligne.
Angle longitudinal et angle transversal
Vous pouvez spécifier deux angles : longitudinal et transversal. L’angle longitudinal est appliqué dans la direction de déplacement de l’outil, puis l’angle transversal est appliqué perpendiculairement à la direction de déplacement.
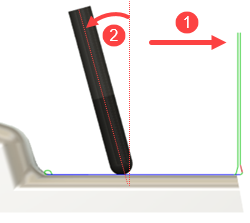
- Angle longitudinal/transversal : incline l’axe d’outil vers l’avant ou vers l’arrière par rapport à la direction de déplacement. Vous pouvez utiliser un angle d’entrée/sortie pour éviter de réaliser l’usinage avec le centre d’une fraise hémisphérique. Un angle longitudinal de 15° est généralement utilisé pour garantir que l’usinage est réalisé avec les dents réelles d’une fraise hémisphérique. Lorsque l’outil est incliné dans la direction du déplacement, on parle souvent d’angle d’entrée. Lorsque l’outil est incliné dans la direction opposée au déplacement, on parle souvent d’angle de sortie.
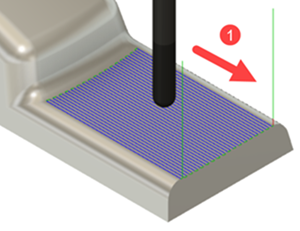 |
| 1 - Direction de déplacement |
 |
 |
| 1 - Direction de déplacement | 1 - Direction de déplacement |
| Angle d’entrée/sortie = 15 degrés | Angle d’entrée/sortie = 15 degrés |
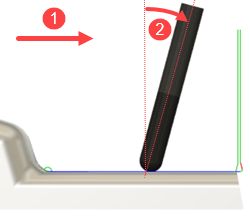
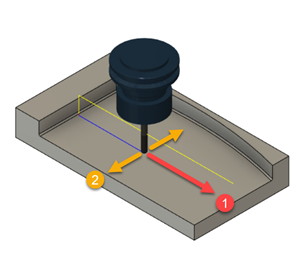
- Angle transversal: incline l’outil sur le côté par rapport à la direction de déplacement.
 |
 |
| 1 - Direction de déplacement | Vue latérale |
| 2 - Direction de l’inclinaison latérale | Angle transversal = 30 degrés |
Lorsque vous usinez une surface convexe sur une paroi pentue, vous pouvez spécifier un angle transversal non nul pour incliner l’outil plus près de la pièce afin de pouvoir usiner avec une plus grande longueur de dent. Si vous utilisez une plus grande longueur de dent de l’outil, vous pouvez d’usiner avec des valeurs de pas en Z plus grandes, ce qui réduit le temps d’usinage.
 |
 |
| Angle longitudinal = 0, Angle transversal = - 0 | Angle longitudinal = 0, Angle transversal = - 88 |
| Pas en Z = 0.5 mm | Pas en Z = 1 mm |
À partir du point, Au point, Depuis la courbe et Jusqu’à la courbe
Utilisez les paramètres À partir du point, Au point, Depuis la courbe et Jusqu’à la courbe pour contrôler plus précisément l’usinage des zones difficiles d’accès avec un outil. Vous pouvez utiliser une géométrie existante sur un modèle ou esquisser un point, une ligne ou une courbe pour guider l’orientation de l’axe d’outil pendant l’usinage.
 |
 |
| Depuis le point | Jusqu’au point |
 |
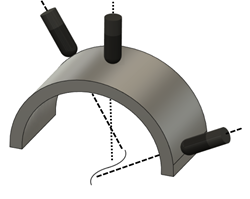 |
| Depuis une courbe | Jusqu’à la courbe |
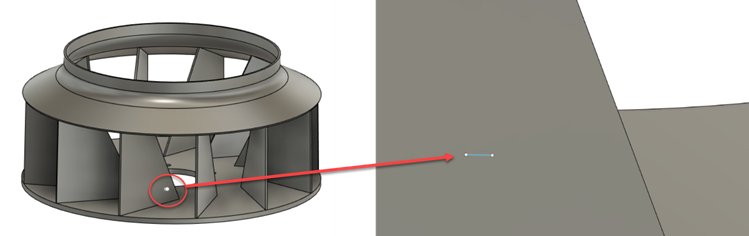
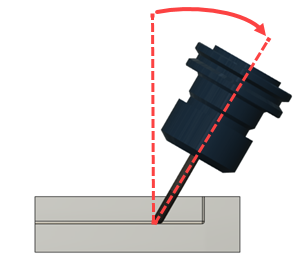
Dans l’exemple ci-dessous, l’outil usine la pale d’une turbine qui serait autrement difficile à usiner sans incliner l’axe d’outil.
La trajectoire d’outil permettant à l’outil d’accéder à la pale complète est programmée avec l’option Depuis la courbe sélectionnée dans la liste Mode principal et avec une ligne esquissée dans l’espace de travail Conception et sélectionnée comme courbe de guidage.