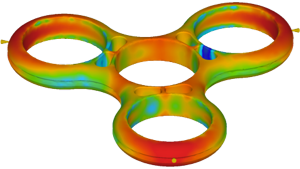
Résultat Température moyenne (fin du remplissage)
Le résultat Température moyenne (fin du remplissage) montre la température globale moyenne dans l’épaisseur de la pièce, à la fin de la phase de remplissage.
Points à considérer
Lorsque vous examinez le résultat Température moyenne (fin du remplissage)*, soyez attentif aux aspects suivants :
- Points chauds : ils existent généralement autour du point d’injection.
- Points froids indiquant une hésitation.
- Vérifiez si la matière se refroidit trop.
Utilisation du résultat
Au cours du cycle de moulage par injection, la température du polymère fondu varie non seulement en fonction du temps et de l’emplacement, mais aussi en fonction de l’épaisseur. Le résultat Température moyenne (fin du remplissage) s’appuie sur la température moyenne pour indiquer la contribution de ces différents facteurs sur l’ensemble de l’épaisseur. La température moyenne représente l’énergie transférée à travers un endroit donné à un moment particulier.
Les zones à écoulement continu (convection de chaleur) présentent normalement une température moyenne plus élevée, qui baisse rapidement lorsque l’écoulement s’arrête dans cette zone. Si la température moyenne est trop faible dans une zone mince de la pièce, il peut se produire une hésitation ou des remplissages incomplets. Si la température moyenne est trop faible dans une zone mince présentant des lignes de soudure, ces dernières peuvent être encore plus prononcées.
Si la température moyenne est trop élevée dans certaines zones, il peut en résulter une dégradation de la matière et des défauts sur la surface. Assurez-vous donc, dans la mesure du possible, que la température moyenne est toujours située dans la plage de températures recommandée pour le polymère utilisé. Une autre solution est de modifier la géométrie de la pièce près du point chaud ou de modifier les conditions d’injection. La variation de la température peut aussi entraîner un retrait non uniforme et un gauchissement.
Examinez le résultat Température moyenne (fin du remplissage) en conjonction avec le résultat Plastique solidifié (fin du remplissage). Toute section du moule dont la température moyenne est inférieure à la température de transition de la matière et le pourcentage de solidification est supérieur à 25 % risque de ne pas être compactée correctement, ce qui peut entraîner des problèmes de retrait et de gauchissement.
Etapes suivantes
Les méthodes suivantes peuvent être utilisées pour empêcher les emprisonnements d’air :
Si la température est trop basse :
- Réduisez le temps d’injection. Un temps d’injection trop court peut provoquer une dégradation de la matière.
- Augmentez la température matière, tout en la maintenant dans les limites de température spécifiées par le fabricant de la matière.
- Augmentez la température du moule. Il est possible que la durée du cycle augmente aussi.
- Modifiez le modèle : augmentez l’épaisseur dans la zone en tenant compte de la fonction de la pièce.
Si la température est trop élevée :
- Augmentez le temps d’injection. Cela peut entraîner une hésitation.