Résultat Prévision de la qualité
Le résultat Prévision de la qualité sert à évaluer la qualité de l’apparence de la pièce, ainsi que de ses propriétés mécaniques. Ce résultat est calculé à partir de la pression, de la température et d’autres résultats.

Qualité du remplissage
Légende des couleurs affichées dans le résultat Prévision de la qualité :
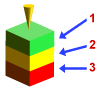
- Qualité optimale.
- Problèmes de qualité possibles.
- Problèmes de qualité à coup sûr.
Points à considérer
Toute couleur autre que le vert indique que la qualité de la pièce moulée risque d’être compromise. Examinez l’emplacement de ces autres couleurs : si, aux endroits où les zones jaunes/orange apparaissent, la résistance mécanique n’est pas indispensable ou la qualité de l’apparence de la surface n’a pas d’importance, il est possible qu’elles ne posent aucun problème. Plus la proportion de jaune/orange et de rouge augmente, plus la qualité de la pièce diminue.
Utilisation du résultat
La qualité d’une pièce est définie par sa conformité aux spécifications de conception en matière de résistance mécanique et d’apparence de la surface. Lorsque vous analysez ce résultat pour déterminer si la pièce moulée sera de bonne qualité, vous devez tenir compte des couleurs affichées et de leur étendue. Vous devez également examiner le résultat Qualité de remplissage pour évaluer la probabilité de remplissage de la pièce.
Si la pièce est en majorité verte avec quelques zones jaunes/orange restreintes, cela peut être acceptable, mais examinez rigoureusement les autres résultats afin d’identifier précisément l’emplacement des zones non vertes et la raison de leur présence.
S’il existe des zones jaunes/orange ou rouges, la température est peut-être trop basse ou trop élevée dans ces zones lorsque le plastique les traverse. La température au front d’écoulement est un facteur utilisé pour prévoir la qualité de remplissage de l’empreinte.
Problèmes causés par la température :
- La température du front d’écoulement est trop faible.
- Si cela se produit dans une zone mince de la pièce, une hésitation ou un remplissage incomplet peut se produire.
- Si cela se produit dans une zone présentant des lignes de soudure, ces dernières peuvent être encore plus prononcées et la pièce risque d’être structurellement plus faible.
- La température du front d’écoulement est trop élevée.
- Cela peut entraîner une dégradation de la matière et des défauts sur la surface. Assurez-vous que la température du front d’écoulement est toujours comprise dans la plage recommandée pour le polymère utilisé.
Etapes suivantes
Il existe plusieurs façons d’améliorer le résultat Prévision de la qualité, mais notez bien que toute modification que vous effectuez aura d’autres conséquences. Pour améliorer le résultat Prévision de la qualité lorsque les zones à problème sont dues à la température :
- Augmentez la température du moule ou la température matière : cette action peut toutefois provoquer la dégradation de la matière et augmenter la durée du cycle. Maintenez la température dans les limites recommandées.
- Modifiez l’épaisseur de la pièce : cette modification peut toutefois entraîner des problèmes fonctionnels de la conception. L’hésitation peut être à l’origine d’une température matière faible. Pour éviter toute hésitation, augmentez l’épaisseur des zones à problème.
- Diminuez l’angle de dépouille dans les nervures minces où l’hésitation se produit : cette action peut toutefois entraîner un problème fonctionnel de la conception et rendre l’éjection de la pièce plus difficile.
- Déplacez le point d’injection : rapprochez le point d’injection de la zone à problème ou ajoutez d’autres points d’injection. Ainsi, la probabilité de remplir toutes les sections de l’empreinte et d’obtenir une qualité acceptable augmente.
- Éloignez le point d’injection de la zone d’hésitation : cette action risque toutefois de causer une hésitation ou d’autres problèmes ailleurs dans la pièce.
- Modifiez les conditions de traitement de la matière sélectionnée : pour améliorer la prévision de la qualité, augmentez la température matière de la matière actuelle.
- Sélectionnez une autre matière : choisissez une matière avec une valeur d’écoulement de matière plus élevée (viscosité inférieure).
- Réduisez le temps d’injection : cette action peut toutefois entraîner une dégradation de la matière et des défauts sur la surface.