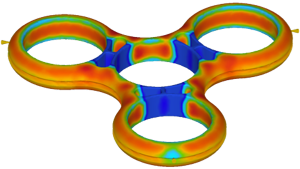
Résultat Retrait volumique (éjection)
Le résultat Retrait volumique (éjection) montre la diminution du volume local entre la fin de l’étape de refroidissement et le moment où la pièce est à la température ambiante de référence (la valeur par défaut est 25 °C).
Points à considérer
Lorsque vous examinez le résultat Retrait volumétrique (éjection), vérifiez les aspects suivants :
Des zones localisées de retrait élevé peuvent se traduire par des vides internes ou des retassures quand la pièce refroidit.
Dans la mesure du possible, les valeurs de retrait doivent être uniformes dans toute la pièce. Pour un bon compactage de la matière, il est important d'assurer une bonne intégrité structurelle et visuelle de la pièce.
Une grande variation du retrait volumique dans l’ensemble de la pièce peut aggraver le gauchissement.
Des valeurs volumiques négatives indique une dilatation plutôt qu'un retrait. Évitez les retraits négatifs sur les nervures, car ils peuvent provoquer des problèmes d’éjection.
Vérifiez que valeurs se situent dans la plage attendue pour la matière.
Utilisation de ce résultat
Le résultat Retrait volumique (éjection) montre le retrait volumique de chaque zone exprimé en pourcentage du volume modélisé initial. Ce résultat peut servir à détecter les retassures sur votre modèle. Des valeurs de retrait élevées peuvent indiquer des retassures ou des vides dans la pièce.
Minimisez la variation du retrait volumique dans l’empreinte afin de minimiser le gauchissement.
Etapes suivantes
Les options suivantes peuvent être utilisées pour résoudre les problèmes de retrait volumique excessif ou non uniforme :
- Dans la base de données, sélectionnez une matière avec un retrait nominal moyen inférieur. Les matières dont la résistance au gauchissement est de classe Or possèdent des données de propriétés de matière plus complètes.
- Modifiez la conception du modèle pour réduire les différences d’épaisseur à travers la pièce.