Smussatura: riferimenti
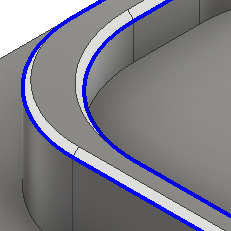
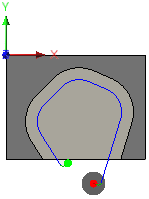
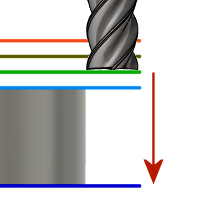
Lo smusso 2D viene utilizzato per creare un bordo smussato sulla parte. Selezionare gli spigoli o gli schizzi. È necessario un utensile rastremato.
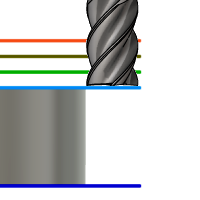
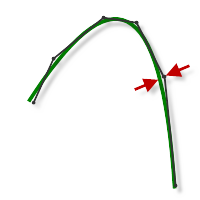
Selezionare lo spigolo acuto su una parte senza smussi modellati. Se lo smusso è modellato, selezionare lo spigolo inferiore dello smusso.
 Selezione dello spigolo acuto. |
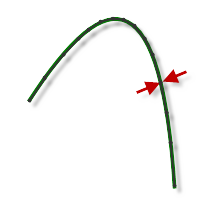
 Selezione dello spigolo modellato. |
Produzione > Fresatura > 2D > Smussatura ![]()
Per ulteriori informazioni, guardare il video Fresatura smusso.
 Impostazioni della scheda Utensile
Impostazioni della scheda Utensile
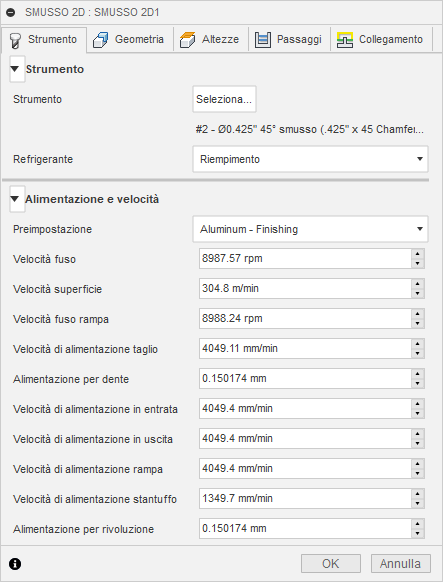
Refrigerante
Selezionare il tipo di refrigerante utilizzato con l'utensile macchina. Non tutti i tipi funzioneranno con tutti i post-processori della macchina.
Velocità e alimentazione
Parametri di taglio Mandrino e Velocità di avanzamento.
- Velocità mandrino: la velocità di rotazione del mandrino espressa in rotazioni al minuto (RPM).
- Velocità superficie: la velocità con cui il materiale si sposta oltre lo spigolo di taglio dell'utensile (SFM o m/min).
- Velocità mandrino in rampa: la velocità di rotazione del mandrino durante l'esecuzione di movimenti di rampa.
- Velocità di avanzamento taglio: velocità di avanzamento utilizzata nei movimenti di taglio regolari. Espressa in pollici/min (IPM) o MM/Min.
- Avanzamento per dente: la velocità di avanzamento taglio espressa come avanzamento per dente (FPT).
- Velocità svincolo in entrata: avanzamento utilizzato quando si entra in un movimento di taglio.
- Velocità svincolo in uscita: avanzamento utilizzato quando si esce da un movimento di taglio.
- Velocità di avanzamento rampa: avanzamento utilizzato quando si effettuano rampe elicoidali nel materiale grezzo.
- Velocità di affondamento: avanzamento utilizzato quando si affonda nel materiale grezzo.
- Avanzamento per rivoluzione: la velocità di affondamento espressa come avanzamento per rivoluzione.
 Impostazioni della scheda Geometria
Impostazioni della scheda Geometria
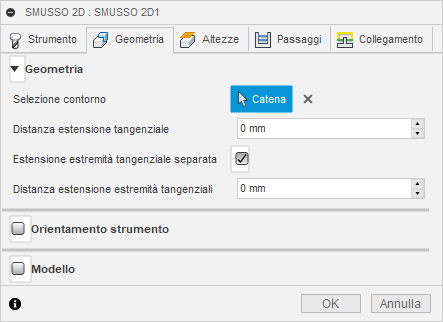
Geometria
È possibile selezionare gli spigoli o gli schizzi. La geometria contigua viene concatenata automaticamente.
Selezioni contorno
Selezionare lo spigolo acuto su una parte senza smussi modellati. Se lo smusso è modellato, selezionare lo spigolo inferiore dello smusso.
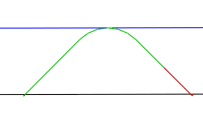
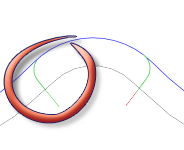
Distanza estensione tangenziale
Utilizzata su contorni aperti per estendere l'inizio e la fine di una o più catene selezionate. Questa operazione crea un'estensione lineare tangente basata sull'angolo dei punti iniziale e finale. Si tratta di un'estensione della geometria selezionata.
 |
Se la distanza di estensione causa una sovrapposizione di una singola catena, l'intersezione verrà ritagliata in un contorno chiuso. |
Estensione estremità tangenziale separata
Abilitare questa opzione per immettere un valore di lunghezza estremità finale diverso.
Distanza estensione estremità tangenziali
Specifica la distanza di cui estendere la posizione finale.
Estensione iniziale di 16 mm ed estensione finale di 5 mm
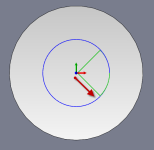
Orientamento utensile
Specifica in che modo viene determinato l'orientamento dell'utensile mediante una combinazione di opzioni orientamento della triade e origine.
Il menu a discesa Orientamento fornisce le seguenti opzioni per impostare l'orientamento degli assi della triade X, Y e Z:
- Imposta orientamento WCS: utilizza il sistema di coordinate di lavoro (WCS) del setup corrente per l'orientamento dell'utensile.
- Orientamento modello: utilizza il sistema di coordinate di lavoro (WCS) della parte corrente per l'orientamento dell'utensile.
- Selezionare l'asse/piano Z e l'asse X: selezionare una faccia o un bordo per definire l'asse Z e un'altra faccia o bordo per definire l'asse X. Entrambi gli assi Z e X possono essere invertiti di 180 gradi.
- Selezionare l'asse/piano Z e l'asse Y: selezionare una faccia o un bordo per definire l'asse Z e un'altra faccia o bordo per definire l'asse Y. Entrambi gli assi Z e Y possono essere invertiti di 180 gradi.
- Selezionare gli assi X e Y: selezionare una faccia o un bordo per definire l'asse X e un'altra faccia o bordo per definire l'asse Y. Entrambi gli assi X e Y possono essere invertiti di 180 gradi.
- Seleziona sistema di coordinate: imposta un orientamento specifico dell'utensile per questa operazione un sistema di coordinate definito dall'utente (UCS) di Inventor nel modello. Questa opzione utilizza l'origine e l'orientamento del sistema di coordinate esistente. Utilizzare questa opzione se il modello non contiene un punto e un piano idonei per l'operazione.
L'elenco a discesa Origine offre le seguenti opzioni per individuare l'origine della triade:
- Origine setup WCS: utilizza l'origine del sistema di coordinate di lavoro (WCS) del Setup corrente per l'origine dell'utensile.
- Origine modello: utilizza l'origine del sistema di coordinate di lavoro (WCS) della parte corrente per l'origine dell'utensile.
- Punto selezionato: selezionare un vertice o uno spigolo per l'origine della terna.
- Punto sull'ingombro materiale grezzo: selezionare un punto sulla casella di delimitazione del materiale grezzo per l'origine della terna.
- Punto sull'ingombro modello: selezionare un punto sul riquadro d'ingombro del modello per l'origine della triade.
Modello
Abilitare questa opzione per sostituire la geometria del modello (superfici/corpi) definita nell'impostazione.
Includi modello di setup
Abilitato per default, il modello selezionato nel setup è incluso in aggiunta alle superfici del modello selezionate nell'operazione. Se si deseleziona questa casella di controllo, il percorso utensile viene creato solo sulle superfici selezionate nell'operazione.
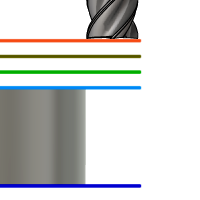
 Impostazioni della scheda Altezze
Impostazioni della scheda Altezze
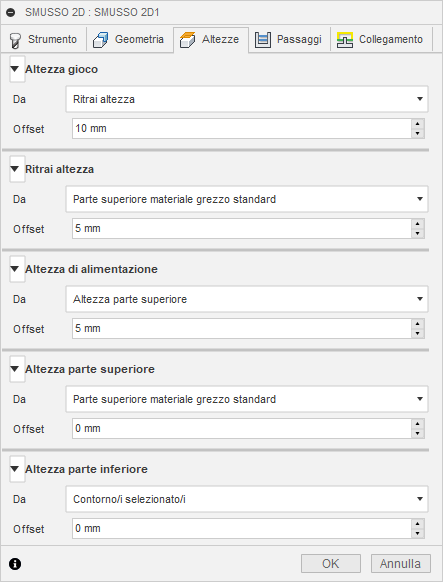
Altezza passaggio
L'altezza di passaggio è la prima altezza da cui si sposta rapidamente l'utensile nel suo cammino verso l'inizio del percorso utensile.
Altezza passaggio
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Contornatura/e selezionata/e: offset incrementale da una Contornatura selezionata sul modello.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset
L'offset viene applicato ed è relativo alla selezione Altezza passaggio nell'elenco a discesa precedente.
Altezza di Retrazione
Altezza di retrazione consente di impostare l'altezza a cui si sposta l'utensile prima del passaggio di taglio successivo. Il valore di impostazione dell'altezza di retrazione deve superiore ad Altezza di avanzamento e Parte superiore. L'altezza di retrazione viene utilizzata insieme all'offset successivo per stabilire l'altezza.
Altezza di Retrazione
- Altezza di sicurezza: offset incrementale da Altezza di sicurezza.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Contornatura/e selezionata/e: offset incrementale da una Contornatura selezionata sul modello.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset
L'offset viene applicato ed è relativo alla selezione Altezza di retrazione nell'elenco a discesa precedente.
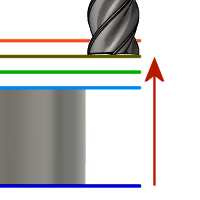
Altezza di avanzamento
Altezza di avanzamento consente di impostare l'altezza a cui si sposta rapidamente l'utensile prima di cambiare in velocità di avanzamento/affondamento per entrare nella parte. Il valore di impostazione dell'Altezza di avanzamento deve essere superiore a Parte superiore. Un'operazione di foratura utilizza questa altezza come altezza di avanzamento iniziale e l'altezza di retrazione. L'altezza di avanzamento viene utilizzata insieme all'offset successivo per stabilire l'altezza effettiva.
Altezza di avanzamento
- Altezza passaggio: offset incrementale da Altezza passaggio.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Disabilitato: la disabilitazione di Altezza di avanzamento determina una discesa rapida dell'utensile verso lo svincolo in entrata.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Contornatura/e selezionata/e: offset incrementale da una Contornatura selezionata sul modello.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset
L'offset viene applicato ed è relativo alla selezione Altezza di avanzamento nell'elenco a discesa precedente.
Altezza parte superiore
Altezza parte superiore consente di impostare l'altezza che descrive la parte superiore del taglio. Il valore di impostazione di Altezza parte superiore deve essere maggiore di Parte inferiore. Altezza parte superiore viene utilizzata insieme all'offset successivo per stabilire l'altezza
Altezza parte superiore
- Altezza passaggio: offset incrementale da Altezza passaggio.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Contornatura/e selezionata/e: offset incrementale da una Contornatura selezionata sul modello.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset
L'offset viene applicato ed è relativo alla selezione Altezza parte superiore nell'elenco a discesa precedente.
Altezza parte inferiore
Altezza parte inferiore determina l'altezza/profondità di lavorazione finale e la profondità minima a cui l'utensile scende nel grezzo. Il valore di impostazione di Altezza parte inferiore deve essere inferiore a Parte superiore. Altezza parte inferiore viene utilizzata insieme all'offset successivo per stabilire l'altezza effettiva.
Altezza parte inferiore
- Altezza passaggio: offset incrementale da Altezza passaggio.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Contornatura/e selezionata/e: offset incrementale da una Contornatura selezionata sul modello.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset
L'offset viene applicato ed è relativo alla selezione Altezza parte inferiore nell'elenco a discesa precedente.
 Impostazioni della scheda Passate
Impostazioni della scheda Passate
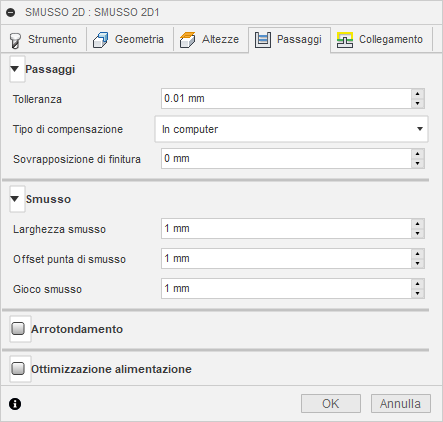
Tolleranza
La tolleranza utilizzata durante la linearizzazione della geometria, ad esempio fusi ed ellissi. La tolleranza viene misurata come la distanza corda massima.
 |
 |
| Tolleranza ampia 0,1 | Tolleranza stretta 0,001 |
Il movimento di creazione di contorni della macchina CNC è controllato mediante i comandi G1 linea e G2 G3 arco. Per adattarsi a ciò, Fusion approssima i percorsi utensili curve e superfici linearizzandoli; creando molti segmenti di linea brevi per approssimare la forma desiderata. La precisione con cui il percorso utensile corrisponde alla forma desiderata dipende in gran parte dal numero di linee utilizzate. Un numero maggiore di linee si traduce in un percorso utensile che è più simile alla forma nominale della curva o della superficie.
Esaurimento dati
Si è tentati di utilizzare sempre tolleranze molto strette, ma ci sono compromessi che includono tempi di calcolo del percorso utensile più lunghi, file G-Code di grandi dimensioni e movimenti di linea molto brevi. I primi due aspetti non rappresentano un grosso problema perché Fusion esegue i calcoli molto rapidamente e la maggior parte dei controlli moderni dispone di almeno 1 MB di RAM. Tuttavia, i movimenti lineari brevi, associati ad elevate velocità di alimentazione, possono causare un fenomeno noto come esaurimento dei dati.
L'esaurimento dei dati si verifica quando il numero di dati ricevuti dal controllo è così elevato che non è più in grado di gestirli. I controlli CNC possono elaborare solo un numero finito di linee di codice (blocchi) per secondo. Questo può essere un minimo di 40 blocchi/secondo su macchine più vecchie e 1.000 blocchi/secondo o più su macchine più recenti, come il controllo di automazione Haas. Movimenti di linea brevi ed elevate velocità di avanzamento possono forzare la velocità di elaborazione oltre quella che il controllo è in grado di gestire. Quando ciò si verifica, la macchina deve fermarsi dopo ogni movimento e attendere di ricevere il successivo comando servomotore dal controllo.
Tipo di compensazione
Specifica il tipo di compensazione.
- In computer: la compensazione dell'utensile viene calcolata automaticamente da Fusion in base al diametro dell'utensile selezionato. L'output post-elaborato contiene direttamente il percorso compensato anziché i codici G41/G42.
- Usura: simile all'opzione In computer, ma vengono trasmessi ed elaborati anche i codici G41/G42. In questo modo l'operatore dell'utensile macchina può eseguire la regolazione dell'usura a livello di controllo dell'utensile macchina, inserendo la differenza in termini di dimensioni dell'utensile come numero negativo.
- Inversione di usura: identica all'opzione Usura, tranne per il fatto che la regolazione dell'usura viene inserita come numero positivo.
Notare che la compensazione controllo (inclusi Usura e Usura inversa) viene eseguita solo sui passaggi di finitura.
Sovrapposizione di finitura
La sovrapposizione di finitura indica di quanto lo strumento oltrepassa il punto di ingresso prima di uscire. Specificando una sovrapposizione di finitura, si garantisce che il materiale venga correttamente rimosso nel punto di ingresso.
 Nessuna sovrapposizione di finitura |
 Sovrapposizione di finitura di 0,25 pollici |
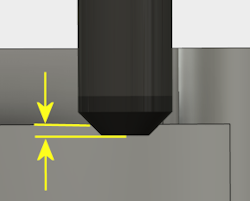
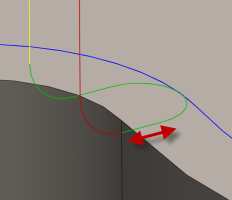
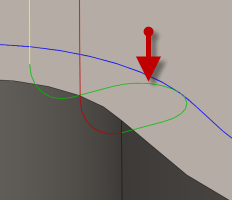
Larghezza smusso
Valore per regolare le dimensioni dello smusso.
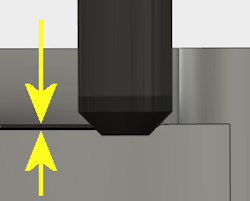 Larghezza smusso aggiunta allo spigolo acuto |
|
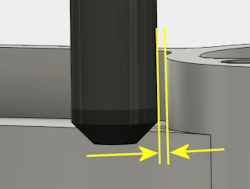
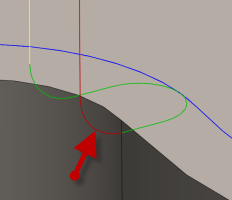
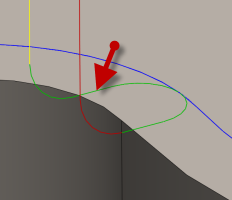
Offset punta di smusso
La quantità di cui estendere il percorso utensile oltre lo spigolo di smusso.
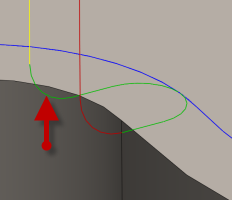
Passaggio smusso
Questo valore specifica quanto l'utensile deve stare lontano dalla geometria del modello che non viene smussata.
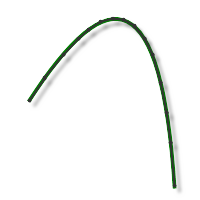
Arrotondamento
Uniforma il percorso strumenti rimuovendo punti eccessivi e adattando gli archi ove possibile all'interno della tolleranza di filtraggio specificata.
 |
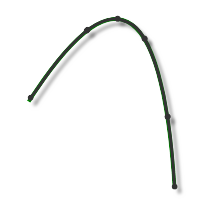 |
| Ammorbidimento - Off | Uniformazione on |
L'uniformazione viene utilizzata per ridurre le dimensioni del codice senza sacrificare la precisione. L'ammorbidimento opera sostituendo linee collineari con un'unica linea e archi tangenti per sostituire più linee nelle aree curve.
Gli effetti dell'ammorbidimento possono essere notevoli. Le dimensioni del file G-Code possono essere ridotte del 50% o più. L'esecuzione della macchina risulta più rapida e uniforme, migliorando la qualità della superficie. La quantità di riduzione del codice dipende da quanto il percorso strumenti si presta all'uniformazione. I percorsi strumenti che si trovano principalmente in un piano maggiore (XY, XZ, YZ), come i percorsi paralleli, vengono filtrati in maniera significativa. Gli altri, come Smerlato 3D, vengono ridotti in misura minore.
Tolleranza di arrotondamento
Specifica la tolleranza del filtro di arrotondamento.
L'uniformazione funziona meglio quando la tolleranza (la precisione con cui viene generato il percorso linearizzato originale) è pari o superiore alla tolleranza di uniformazione (adattamento arco linea).
Ottimizzazione alimentazione
Specifica che l'alimentazione deve essere ridotta in corrispondenza degli angoli.
Modifica direzionale massima
Specifica la modifica angolare massima consentita prima che venga ridotta la velocità di alimentazione.
Raggio di alimentazione ridotto
Specifica il raggio minimo consentito prima che venga ridotta l'alimentazione.
Distanza di alimentazione ridotta
Specifica la distanza in base alla quale ridurre l'alimentazione prima di un angolo.
Velocità di alimentazione ridotta
Specifica la velocità di alimentazione ridotta da utilizzare in corrispondenza degli angoli.
Solo angoli interni
Abilitare per ridurre la velocità di alimentazione solo sugli angoli interni.
 Impostazioni della scheda Collegamento
Impostazioni della scheda Collegamento
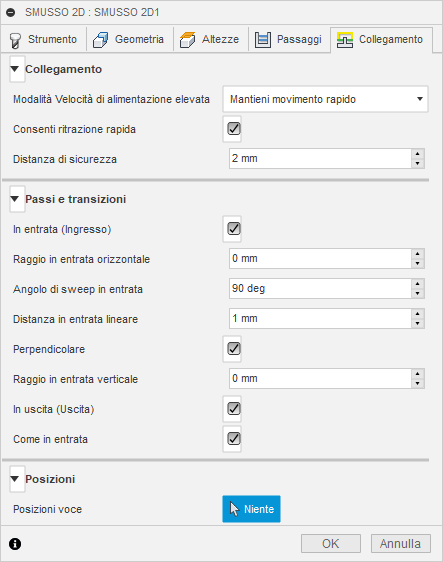
Modalità Massima velocità di avanzamento
Specifica quando i movimenti rapidi devono essere trasmessi ed elaborati come veri rapidi (G0) e quando devono essere espressi come movimenti ad elevata velocità di avanzamento (G1).
- Preservare il movimento rapido: tutti i movimenti rapidi vengono mantenuti.
- Preservare il movimento rapido assiale e radiale: solo i movimenti rapidi orizzontali (radiali) o verticali (assiali) vengono trasmessi ed elaborati come veri movimenti rapidi.
- Preservare il movimento rapido assiale e radiale: solo movimenti rapidi che si spostano verticalmente.
- Preservare il movimento rapido radiale: solo movimenti rapidi che si spostano orizzontalmente.
- Preservare il movimento rapido ad un asse singolo: applicato ai soli movimenti rapidi lungo un asse (X, Y o Z).
- Utilizzare sempre l'alto avanzamento: esprime movimenti rapidi come movimenti G01 (movimenti ad elevata velocità di avanzamento) anziché movimenti rapidi (G0)
Questo parametro è in genere impostato per evitare collisioni nei rapidi su macchine che eseguono movimenti "dogleg" in rapido.
Velocità di alimentazione elevata
La velocità di alimentazione da utilizzare per i movimenti rapidi viene espressa come G1 anziché G0.
Consenti ritrazione rapida
Quando questa opzione è abilitata, le ritrazioni vengono effettuate come movimenti rapidi (G0). Disabilitare per forzare le ritrazioni alla velocità di alimentazione in uscita.
Distanza di sicurezza
Distanza minima tra l'utensile e le superfici della parte durante i movimenti di ritrazione. La distanza viene misurata dopo che è stata applicata l'eccedenza da lasciare. Pertanto, se viene utilizzata un'eccedenza da lasciare negativa, occorre prestare particolare attenzione per assicurare che la distanza di sicurezza sia abbastanza grande da evitare eventuali collisioni.
In entrata (Ingresso)
Abilitare questa opzione per generare uno svincolo in entrata.
Svincolo in entrata
Raggio in entrata orizzontale
Specifica il raggio per i movimenti di svincolo in entrata orizzontali.
 Raggio in entrata orizzontale
Raggio in entrata orizzontale
Angolo di sweep in entrata
Specifica lo sweep dell'arco in entrata.
 Angolo di sweep di 90 gradi |
 Angolo di sweep di 45 gradi |
Distanza in entrata lineare
Specifica la lunghezza del movimento in entrata lineare per cui attivare la compensazione del raggio nel controller.
Distanza svincolo in entrata lineare
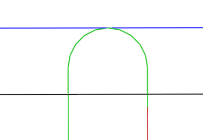
Perpendicolare
Sostituisce le estensioni tangenziali degli archi in entrata/in uscita con un movimento perpendicolare all'arco.
Visualizzato con ingresso/uscita perpendicolare
Esempio: un foro che dispone di svincoli in entrata della maggiore dimensione possibile (più grande è la dimensione dell'arco, minore è la probabilità di creare segni di lavorazione) e dove uno svincolo tangente lineare non è possibile perché si estende sul lato della barenatura.
Raggio in entrata verticale
Il raggio dell'arco verticale che ammorbidisce il movimento di ingresso quando passa dal movimento di ingresso al percorso utensile stesso.
Raggio in entrata verticale
In uscita (Uscita)
Abilitare questa opzione per generare uno svincolo in uscita.
Svincolo in uscita
Come in entrata
Specifica che la definizione di in uscita deve essere identica alla definizione di in entrata.
Raggio in uscita orizzontale
Specifica il raggio per i movimenti di svincolo in uscita orizzontali.
Raggio in uscita orizzontale
Angolo di sweep in uscita
Specifica lo sweep dell'arco in uscita.
Distanza in uscita lineare
Specifica la lunghezza del movimento in uscita lineare per cui disattivare la compensazione del raggio nel controller.
Distanza svincolo in uscita lineare
Perpendicolare
Sostituisce le estensioni tangenziali degli archi in entrata/in uscita con un movimento perpendicolare all'arco.
Visualizzato con ingresso/uscita perpendicolare
Esempio: un foro che dispone di svincoli in entrata della maggiore dimensione possibile (più grande è la dimensione dell'arco, minore è la probabilità di creare segni di lavorazione) e dove uno svincolo tangente lineare non è possibile perché si estende sul lato della barenatura.
Raggio in uscita verticale
Specifica il raggio in uscita verticale.
Raggio in uscita verticale
Posizioni di ingresso
Selezionare la geometria vicino alla posizione in cui deve entrare l'utensile.