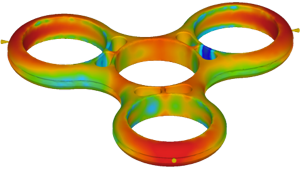
Risultato temperatura media (fine del riempimento)
La temperatura media (fine del riempimento) mostra la temperatura media globale attraverso lo spessore della parte, alla fine della fase di riempimento.
Elementi da ricercare
Quando si visualizza il risultato Temperatura media (fine del riempimento)*, prestare attenzione a quanto segue:
- Aree di eccessiva brillantezza; di solito si formano intorno al punto di iniezione.
- Punti freddi che indicano un'esitazione
- Verificare se il materiale sta raffreddando in modo eccessivo.
Risultato della finestra di stampo
La temperatura del polimero fuso cambia non solo con il tempo e la posizione, ma anche con lo spessore durante l'intero ciclo di stampaggio ad iniezione. Il risultato Temperatura media (fine riempimento) utilizza la temperatura media per indicare il contributo di tutti questi fattori attraverso lo spessore. La temperatura media rappresenta l'energia che viene trasportata attraverso una determinata posizione in un momento specifico.
Le aree con flusso continuo (convezione del calore) hanno in genere una temperatura media più elevata, che scende rapidamente quando il flusso in quell'area si interrompe. Se la temperatura media è troppo bassa in un'area sottile della parte, possono verificarsi esitazioni o stampaggi incompleti. Se la temperatura media è troppo bassa in un'area in cui sono presenti linee di giunzione, queste ultime potrebbero non essere ottimali.
Nelle aree in cui la temperatura media è troppo elevata, possono verificarsi degradazione del materiale e difetti della superficie. Per ovviare a questo problema, assicurarsi che la temperatura media rientri sempre nell'intervallo di temperatura consigliato per il polimero in uso. È inoltre possibile valutare la possibilità di riprogettare la geometria della parte in prossimità del punto critico o di modificare le condizioni del processo. Anche la temperatura differenziale può causare un ritiro e una deformazione non uniformi.
Esaminare il risultato Temperatura media (fine del riempimento) in combinazione con il risultato Plastica solidificata (fine del riempimento). Qualsiasi sezione dello stampo con una temperatura media inferiore alla temperatura di transizione del materiale e una percentuale congelata superiore al 25% potrebbe non essere compattata correttamente, causando potenziali problemi di ritiro e deformazione.
Passaggi successivi
Per evitare intrappolamenti d'aria, è possibile utilizzare i seguenti metodi:
Se la temperatura è troppo bassa:
- Diminuire il tempo di iniezione: questo, se troppo breve, può causare la degradazione del materiale
- Aumentare la temperatura di fusione, mantenendola tuttavia entro i limiti di temperatura specificati dal produttore del materiale
- Aumentare la temperatura dello stampo: questo potrebbe aumentare il tempo di ciclo
- Modificare il modello: aumentare lo spessore nell'area tenendo conto della funzione della parte.
Se la temperatura è troppo elevata:
- Aumentare il tempo di iniezione: questo tuttavia potrebbe causare esitazione.