Risultato Animazione di riempimento
Il risultato Animazione di riempimento mostra la posizione del fronte di flusso ad intervalli regolari durante il riempimento della matrice.
Modello di flusso
Idealmente, le posizioni di iniezione dovrebbero fare in modo che tutti i percorsi di flusso all'interno di uno stampo vengano riempiti contemporaneamente. Inoltre, se possibile, il pattern di riempimento nella matrice deve essere unidirezionale, ovvero non deve cambiare direzione durante la fase di riempimento.
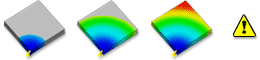
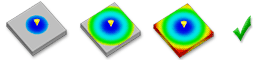
Le illustrazioni precedenti mostrano i colori delle curve di livello che rappresentano il flusso di plastica nella parte. Le aree che si riempiono contemporaneamente ad altre sono rappresentate con lo stesso colore. Nell'illustrazione 1 le estremità della matrice non sono tutte riempite contemporaneamente. L'illustrazione 2 mostra come è possibile spostare la posizione di iniezione per risolvere il problema.
Elementi da ricercare
Il risultato Animazione di riempimento è ideale per il controllo di una serie di pattern in grado di prevedere il grado di riempimento di una matrice.
- Stampaggio incompleto: nel risultato dell'Animazione di riempimento, uno stampaggio incompleto viene visualizzato come traslucido. Controllare le estremità dei percorsi del flusso in ogni area traslucida.
- Esitazione: se un risultato Animazione di riempimento mostra una sezione in cui le curve di livello sono molto distanziate, potrebbe essersi verificata un'esitazione. L'esitazione può causare uno stampaggio incompleto se una sezione sottile si blocca prima che la parte venga riempita completamente.
- Impaccamento eccessivo: se un risultato dell'Animazione di riempimento indica che un percorso di flusso termina prima di altri, potrebbe indicare un impaccamento eccessivo. L'impaccamento eccessivo potrebbe comportare un elevato peso della parte, deformazione e una distribuzione non uniforme della densità in tutta la parte.
- Linee di giunzione: confrontare i risultati dell'Animazione di riempimento e delle Linee di giunzione per confermare la presenza di tali linee. Le linee di giunzione possono causare difetti strutturali e visivi.
- Intrappolamenti d'aria: confrontare i risultati dell'Animazione di riempimento e degli Intrappolamenti d'aria per confermarne la presenza. Gli intrappolamenti d'aria possono causare difetti strutturali e visivi.
Risultato della finestra di stampo
Il risultato dell'animazione di riempimento utilizza il blu scuro per rappresentare le prime aree da riempire e termina con il rosso per rappresentare le ultime aree da riempire. Se la parte è uno stampaggio incompleto, la sezione che non si è riempita non presenta alcun colore. In una parte con un buon risultato di tempo di riempimento, lo schema di flusso è bilanciato, ad indicare che:
- Tutti i percorsi di flusso terminano contemporaneamente e raggiungono i bordi del modello contemporaneamente. Nel diagramma precedente, ogni percorso di flusso dovrebbe terminare con contorni rossi.
- I contorni sono equidistanti e indicano la velocità di flusso del polimero. I contorni con spaziatura ampia indicano un flusso rapido; i contorni stretti indicano che la parte si sta riempiendo lentamente.
Passaggi successivi
Per migliorare il pattern di riempimento, è possibile utilizzare i seguenti metodi:
- Aggiungere linee direttrici o deflettori di flusso al modello di simulazione per correggere l'esitazione.
- Spostare la posizione di iniezione in modo che tutti i percorsi di flusso si riempiano contemporaneamente.
- Aggiungere posizioni di iniezione per bilanciare i percorsi di flusso.
- Ridurre il tempo di iniezione per aumentare la temperatura di fusione e risolvere stampaggi incompleti e aree difficili da riempire.