Risultato di previsione qualità
Il risultato di Previsione qualità è utilizzato per valutare la qualità delle proprietà meccaniche e dell'aspetto della parte. Questo risultato è derivato dai risultati relativi a pressione, temperatura e altri valori.

Probabilità di riempimento
I colori visualizzati nel risultato Previsione qualità indicano quanto segue:
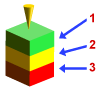
- La qualità sarà alta
- Potrebbero verificarsi problemi di qualità
- Si verificheranno sicuramente problemi di qualità.
Elementi da ricercare
I colori diversi dal verde indicano che potrebbero verificarsi problemi di qualità della parte stampata. Osservare la posizione di questi altri colori: se emergono aree gialle/arancioni quando non è necessaria alcuna resistenza meccanica o se la qualità dell'aspetto della superficie non è importante, queste potrebbero non essere rilevanti. Più aumenta la percentuale di giallo/arancio e rosso, più diminuisce la qualità della parte.
Risultato della finestra di stampo
Una parte di buona qualità deve soddisfare le specifiche di progettazione per la resistenza meccanica e l'aspetto della superficie. Quando si analizza questo risultato per determinare se sia possibile stampare una parte di buona qualità, prendere in considerazione i colori visibili e la quantità di ciascun colore visualizzato. È inoltre necessario esaminare il risultato Probabilità di riempimento per verificare la probabilità di riempimento della parte.
Se la parte è prevalentemente verde con alcune piccole aree gialle/arancioni, può essere accettabile, ma si dovranno esaminare attentamente altri risultati per vedere dove e perché l'area non è verde.
Se sono presenti aree gialle/arancioni o rosse, la temperatura in tali aree potrebbe essere troppo bassa o troppo alta, poiché la plastica ha fluito attraverso di esse. La temperatura sul fronte di flusso è uno dei fattori utilizzati per determinare la sicurezza di riempimento della matrice.
Problemi causati dalla temperatura:
- Temperatura del fronte di flusso troppo bassa.
- Se ciò si verifica in un'area sottile della parte, potrebbe verificarsi un'esitazione o uno stampaggio incompleto.
- Se ciò si verifica in un'area in cui sono presenti linee di giunzione, queste potrebbero apparire peggiori e la parte potrebbe risultare strutturalmente più debole.
- Temperatura del fronte di flusso eccessiva.
- Ciò può causare una degradazione del materiale e difetti della superficie. Verificare che la temperatura al fronte di flusso sia sempre entro i limiti di temperatura consigliati per il polimero utilizzato.
Passaggi successivi
Esistono diversi modi per migliorare il risultato della previsione della qualità, ma è importante ricordare che, quando si apportano modifiche, ne conseguiranno altre. Come migliorare il risultato della previsione della qualità quando la temperatura è la causa di aree problematiche:
- Aumentare la temperatura di fusione o di stampo: ciò potrebbe tuttavia causare una riduzione del materiale e un aumento del tempo di ciclo. Mantenere la temperatura entro i limiti consigliati per il materiale.
- Modificare lo spessore della parte: ciò potrebbe tuttavia causare problemi funzionali di progettazione. Una bassa temperatura di fusione può essere causata da esitazione. Per evitare casi di esitazione, aumentare lo spessore delle aree problematiche.
- Diminuire l'angolo di sformo in nervature sottili dove si verifica un'esitazione: ciò potrebbe tuttavia causare un problema funzionale con la progettazione e rendere più difficile l'estrazione della parte.
- Modificare la posizione di iniezione: consente di avvicinare la posizione di iniezione all'area problematica o di aggiungere altri punti di iniezione. Ciò aumenterà la probabilità che tutte le sezioni di riempimento della matrice siano di qualità accettabile.
- Allontanare la posizione di iniezione dall'area di esitazione: ciò potrebbe tuttavia causare esitazione o altri problemi in altre sezioni della parte.
- Modificare le condizioni di lavorazione del materiale selezionato: per migliorare la previsione della qualità, aumentare la temperatura di fusione del materiale corrente.
- Selezionare un materiale diverso: selezionare un materiale con un flusso di fusione più elevato (viscosità inferiore).
- Ridurre il tempo di iniezione: ciò potrebbe tuttavia causare la riduzione del materiale e difetti della superficie.