[プローブ WCS]のリファレンス
プローブ サイクルは、パーツにゼロ ポイントを作成する機械加工プロセスです。また、パーツを検査するために使用することもできます。
[製造] > [検査] > [プローブ] > [プローブ WCS] ![]()
パーツ モデルまたはストック ボディをプローブすることができます。プローブ対象のジオメトリック フィーチャまたは点を選択することにより、適切なプローブ サイクルが選択され、使用可能なオプションが更新されます。
プローブ サイクルを使用してさまざまな位置を検索することができます。
- 単一軸のプローブ
- コーナーのプローブ
- ブロックの中心のプローブ
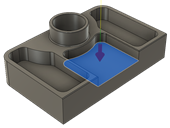
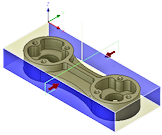
- 矩形のキャビティの中心のプローブ
- 円形状ボスの中心のプローブ
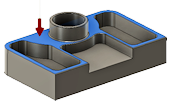
- 円形の穴の中心のプローブ
- アイランドを持つ矩形および円形のキャビティ
- 2 つの壁/面の間
許容差を指定して、ストックまたはパーツ モデル上のジオメトリック フィーチャの位置とサイズが許容範囲内であることを確認します。たとえば、正しいストックまたはパーツが使用されていること、およびそれが正しくロードされていることを確認します。位置またはサイズが許容範囲外の場合は加工を停止してコントローラにメッセージを表示するように、CNC マシンに指示します。
[プローブ]ダイアログには、4 つのタブ([工具]、[ジオメトリ]、[高さ]、[設定])があります。これらのタブには、他の加工ツールパスに共通するパラメータが多く含まれています。
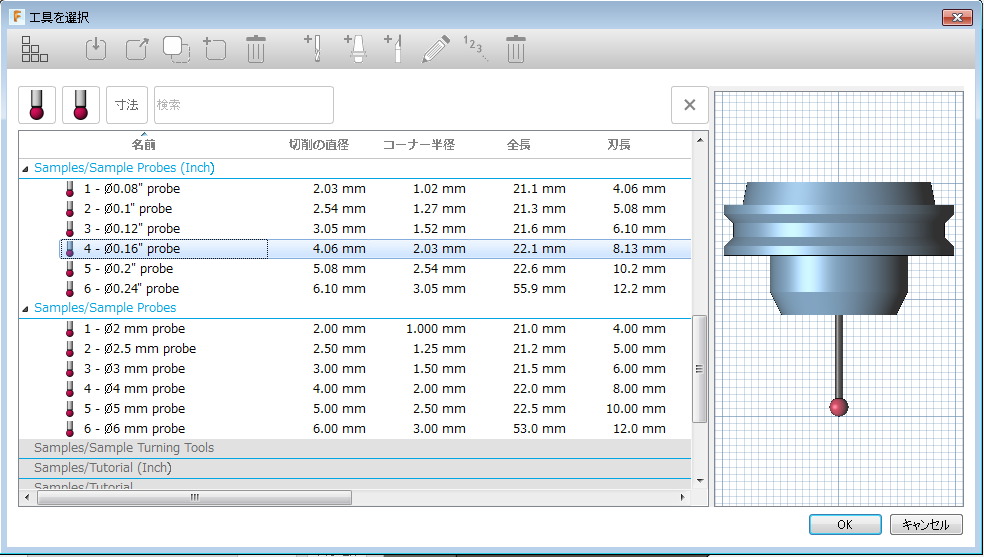
工具
[選択]をクリックし、[サンプル]/[サンプル プローブ]ライブラリまで下にスクロールしてプローブを選択し、[OK]をクリックします。
リンク送り速度
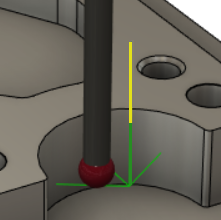
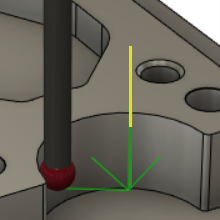
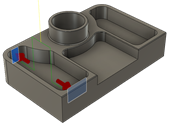
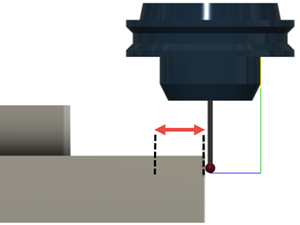
リンク移動中のプローブ速度を定義します。これは、プローブがパーツに進入し、パーツに接触する前後に実行されます。リンク移動は、キャンバス上で黄色で表示されます。

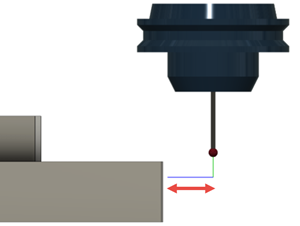
進入送り速度
リード移動中のプローブ速度を定義します。これは、パーツに接触する前後に実行されます。リード移動は、キャンバス上で緑色で表示されます。
プローブが 2 つの接触を実行するように設定されている場合、最初の接触は進入送り速度で、次の接触は計測送り速度です。
計測送り速度
測定移動中(プローブがパーツに接触する際)のプローブの速度を定義します。
プローブが 2 つの接触を実行するように設定されている場合、最初の接触は進入送り速度で、次の接触は計測送り速度です。
プローブ モード
面をパーツの[モデル]から選択するか[ストック]から選択するかを指定します。選択のオプションは、選択内容に基づいて変わります。
1 つの壁を選択すると、単一軸プローブ関数が作成されます。上面を選択すると、追加のプローブ オプションが提供される場合があります。選択する面によって、実行できるプローブ サイクルのタイプが決まります。面を選択するために、[形状]タブを表示する必要がないことに注意してください。
プローブ面 - モデル
モデルから選択した面の数が報告されます。選択によって、実行するプローブのタイプが決まります。
選択した面と[プローブ タイプ]オプションの例:
 |
 |
| 単一のサーフェス([Z サーフェス]の場合) | 特定の角度の単一サーフェス([Y 軸に沿った角度]の場合) |
 |
 |
| コーナー([XY 外側コーナー]の場合) | チャネル([Y チャネル]の場合) |
 |
 |
| 壁([X 壁]の場合) | ボス([XY 円形ボス]の場合) |
 |
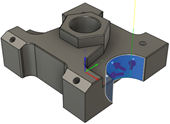 |
| 穴([XY 円形穴]の場合) | 部分穴とボス([XY 円形部分穴]の場合) |
部分穴上の点の位置を変更する例
モデル上でクリックした正確な点でプローブする場合は、[選択点を使用]を選択します。
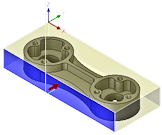
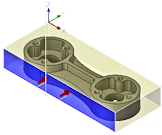
プローブ ストック サーフェス - ストック
ストックから選択した面の数が報告されます。選択によって、実行するプローブのタイプが決まります。
選択した面と[プローブ タイプ]オプションの例:
 |
 |
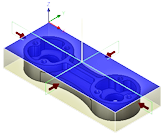
| ストックの中心として選択された上面([XY 角形ボス]の場合) | ストック コーナーとして選択された 2 つの垂直な壁([XY 外側コーナー]の場合) |
 |
 |
| X または Y の単一の壁を選択([Y サーフェス]の場合) | X または Y の単一の壁を選択([Y 軸に沿った角度]の場合) |
 |
 |
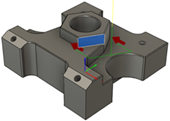
| ボスの中心として選択された上面([XY 円形ボス]の場合) | ボスの中心として円柱面を選択([XY 円形ボス]の場合) |
 |
 |
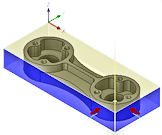
| X ブロックの中心として X 方向の向かい合った 2 つの壁([X 壁]の場合) | Y ブロックの中心として Y 方向の向かい合った 2 つの壁([Y 壁]の場合) |
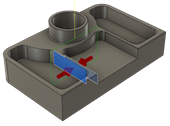
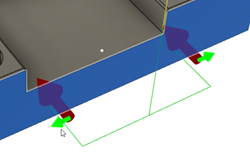
選択点を使用
オンにすると、選択したサーフェス上の実際に選択した点で強制的にプローブします。赤色の矢印で、選択された点が示されます。
プローブ タイプ
選択内容に基づいて、使用できるプローブ サイクルを示します。[プローブ モード]と面の選択によって、実行できるプローブのタイプが決まります。
進入
プローブがサーフェスに近づき始めるサーフェス法線からの距離を指定する値を入力します。既定では、[進入]はプローブ直径の 2 倍です。
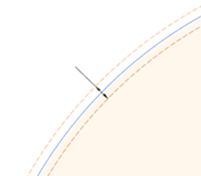
間隔
選択した面から角度が計算されるときの点間のプローブ間隔を設定します。
オーバートラベル
期待される接点を超えてプローブが移動でき、なお計測値を記録できる最大距離を指定する値を入力します。
この距離内で接触が行われていない場合は、プローブは無効な計測値を返します。
許容差
モデルまたはストックで計測されるジオメトリック フィーチャの[位置]、[サイズ]、または[角度]の偏差として許容される値。この両側許容差は、位置、サイズ、または角度が通常の値から異なることが可能で、許容範囲内とみなされる値です。
たとえば、ボス フィーチャの直径をプローブする場合、サイズ許容差は実際の周りの最小および最大の直径バンドと考えることができます。直径が 15 mm のボスに対する許容差 0.1 mm は、直径が 14.9 mm と 15.1 mm の間でなければならないことを意味します。
計測されたジオメトリック フィーチャが許容範囲外である場合、[アクション]タブで[範囲外の位置]、[間違ったサイズ]、および[スキュー]の各オプションを使用して、加工を停止してコントローラにメッセージを表示するように CNC マシンに指示できます。
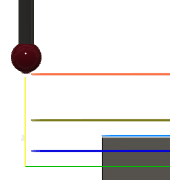
高さ
プローブのさまざまな高さです。
移動高さ
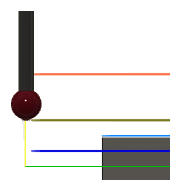
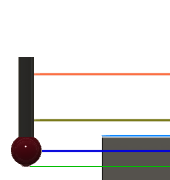
プローブを開始するまで工具が移動する最初の高さで、プロセスが終了した後に戻ってくる点でもあります。この位置は、ストック、モデル、別の参照、またはユーザが選択した位置を基準にしながら定義できます。高さはオレンジ色で表示されます。
[始点]は、[移動高さ]の参照を定義します。
- 退避高さ: *[退避高さ]*からの増分オフセットです。
- ボトム高さ: *[ボトム高さ]*からの増分オフセットです。
- モデル トップ: *[モデル トップ]*からの増分オフセットです。
- モデル ボトム: *[モデル ボトム]*からの増分オフセットです。
- ストック トップ: *[ストック トップ]*からの増分オフセットです。
- ストック ボトム: *[ストック ボトム]*からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または面からの増分オフセットです。
- プローブ サーフェス上部: 選択された最も下のサーフェスのトップからの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]*または[工具方向]内で定義されている[原点]*からの絶対値オフセットです。
[オフセット]は、[始点]の選択を基準としたシフトです。値を入力するか、キャンバス上でオレンジ色のリングをドラッグします。
退避高さ
プローブ移動間で使用される、[移動高さ]位置と[ボトム高さ]位置の間の中間の高さを設定します。プローブ サイクルでさまざまな場所をプローブする必要がある場合、これはプローブ間にプローブが移動する高さになります。高さは濃い緑色で表示されます。
[始点]は、[退避高さ]の参照を定義します。
- 移動高さ: *[移動高さ]*からの増分オフセットです。
- ボトム高さ: *[ボトム高さ]*からの増分オフセットです。
- モデル トップ: *[モデル トップ]*からの増分オフセットです。
- モデル ボトム: *[モデル ボトム]*からの増分オフセットです。
- ストック トップ: *[ストック トップ]*からの増分オフセットです。
- ストック ボトム: *[ストック ボトム]*からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または面からの増分オフセットです。
- プローブ サーフェス上部: 選択された最も下のサーフェスのトップからの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]*または[工具方向]内で定義されている[原点]*からの絶対値オフセットです。
[オフセット]は、[始点]の選択を基準としたシフトです。値を入力するか、キャンバス上で濃い緑色のリングをドラッグします。
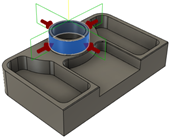
ボトム高さ
実際のプローブ深さを決定します。この位置はプローブの接点であり、プローブ先端の下部ではありません。既定では球体(ボール)タイプのプローブは半径分、上にオフセットされます。高さは青色で示されています。
[始点]は、[ボトム高さ]の参照を定義します。
- 移動高さ: *[移動高さ]*からの増分オフセットです。
- 退避高さ: *[退避高さ]*からの増分オフセットです。
- モデル トップ: *[モデル トップ]*からの増分オフセットです。
- モデル ボトム: *[モデル ボトム]*からの増分オフセットです。
- ストック トップ: *[ストック トップ]*からの増分オフセットです。
- ストック ボトム: *[ストック ボトム]*からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または面からの増分オフセットです。
- プローブ サーフェス上部: 選択された最も下のサーフェスのトップからの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]*または[工具方向]内で定義されている[原点]*からの絶対値オフセットです。
[オフセット]は、[始点]の選択を基準としたシフトです。値を入力するか、キャンバス上で青色のリングをドラッグします。
WCS
どの座標系がこのプローブ操作を駆動するかをコントロールします。
駆動 WCS を無効にする
選択されている場合、セットアップ([WCS オフセット])で定義されている座標系とは異なる座標系([WCS のオーバーライド])からプローブが駆動されます。
このプローブ操作の[WCS のオーバーライド]は更新されませんが、以降の加工操作の[WCS オフセット]は更新されます。これにより、プローブの座標系がロックされます。
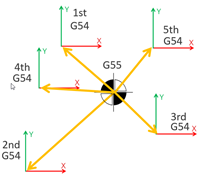
複数のパーツに対する、更新された[WCS オフセット] (1=G54)と変更されていない[WCS のオーバーライド] (2=G55)の例。
選択解除されている場合、セットアップ([WCS オフセット])で定義されている座標系と同じ座標系からプローブが駆動されます。
このプローブ操作とその後の加工操作の[WCS オフセット]が更新されます。

複数のパーツに対する、更新された[WCS オフセット] (1=G54)の例。
WCS のオーバーライド
このプローブ操作を駆動する座標系の番号。この番号は、ポスト プロセッサによって定義される特定の G コードに一致します。
更新する WCS
このプローブ操作の結果に基づいて更新される、セットアップ内の座標系(WCS オフセット)の数です。この番号は、ポスト プロセッサによって定義される特定の G コードに一致します。
範囲外の位置
選択すると、ジオメトリック フィーチャの位置が許容範囲外の場合は加工を停止してコントローラにメッセージを表示するように、CNC マシンに指示します。
間違ったサイズ
選択すると、ジオメトリック フィーチャのサイズが許容範囲外の場合は加工を停止してコントローラにメッセージを表示するように、CNC マシンに指示します。
スキュー
選択すると、ジオメトリック フィーチャの角度が許容範囲外の場合は加工を停止してコントローラにメッセージを表示するように、CNC マシンに指示します。
結果を印刷
選択すると、CNC マシンのコントローラにプローブの結果が表示されます。また、Fusion にインポート可能な、マシン生成の結果ファイルに結果を出力することもできます。
既定では、結果は増分番号付けシステムを使用して分割されます。フィーチャ番号は増分されますが、パーツ番号は増分されません。これは、単一パーツ上の複数の面をプローブする際に役立ちます。
結果内のパーツ番号を増分し、フィーチャ番号はリセットする場合は、[コンポーネントを増分]をオンにします。これは、複数のパーツ上で同じ面をプローブする際に役立ちます。