[急斜面と緩斜面]のリファレンス
この機能は拡張機能の一部です。拡張機能は Fusion の追加機能にアクセスするための柔軟な方法です。詳細情報。
[急斜面と緩斜面]は、輪郭パスを使用して急斜面領域を加工し、平行パスまたはスキャロップ パスを使用して緩斜面領域を加工する仕上げ加工法です。
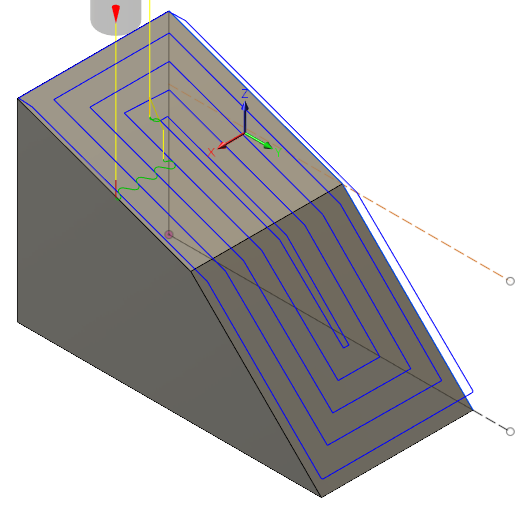
- 急斜面領域に適用される輪郭パス
- 緩斜面領域に適用されるスキャロップ パス
- 急斜面と緩斜面の完全なツールパス
ジオメトリ内の急斜面領域と緩斜面領域で構成されるパーツ(たとえば、3D フリーフォーム サーフェスのあるパーツ)に対してこの加工法を使用します。
この加工法を使用すると、急斜面領域と緩斜面領域の両方のツールパスが生成されるため、時間を節約できます。また、急斜面領域と緩斜面領域の両方を効率的に加工できるよう一連のコントロールも組み込まれます。
[製造] > [ミーリング] > [3D] > [急斜面と緩斜面] ![]()
緩斜面パスのタイプ
[急斜面と緩斜面]では、緩斜面領域に使用するパスを次の 2 つのタイプから選択できます。
- 平行パスは横並びで、サーフェスに沿って、またはサーフェスを横切って定義された方向に伸びます。[平行]を選択すると、急斜面の接続壁から工具が離れる距離であるクリアランスを指定して、接触や摩擦を防ぐことができます。
- スキャロップ パスは、外側プロファイルから内向きにオフセットします。[スキャロップ]を使用すると、パス間の工具リフトが少ない、連続するツールパスを生成できます。これにより、表面仕上げが良好になります。
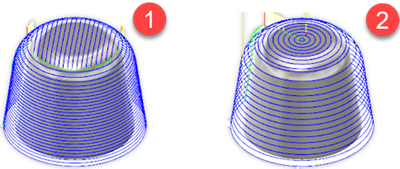
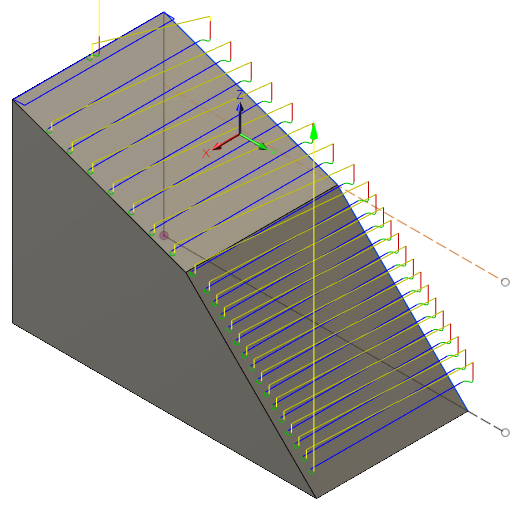
- 緩斜面領域上の平行パス
- 緩斜面領域上のスキャロップ パス
モデルの急斜面領域と緩斜面領域を定義する
水平平面から計算されたしきい値角度を使用して、急斜面領域として定義するモデルの領域と、緩斜面領域として定義する領域を指定します。
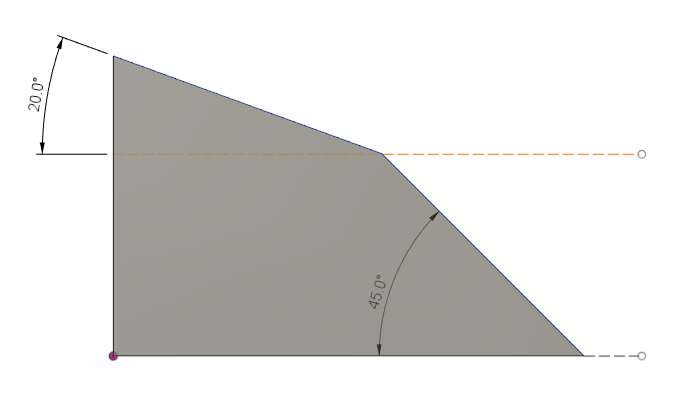
20 度より大きく 45 度より小さいしきい値角度を指定すると、20 度の勾配の領域が緩斜面領域として定義され、緩斜面パスがその領域に適用されます。
緩斜面パスで 20 度の領域全体をカバーするには、許容差の問題を考慮して、しきい値角度を 20 度よりわずかに大きくする必要があります。
たとえば、[しきい値角度]の値が 21 の場合、20 度より下の勾配の領域すべてが緩斜面領域として定義されます。
しきい値角度を 21 度にすると、次のようになります。
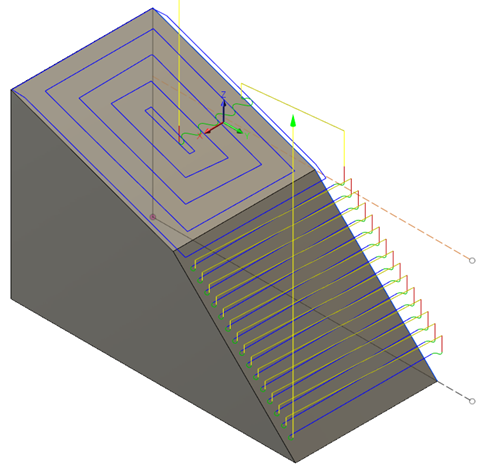
45 度の勾配の領域は[しきい値角度]の値より大きいため、急斜面領域として定義され、輪郭パスがそれに適用されます。
しきい値角度を 46 度にすると、次のようになります。
領域の勾配がしきい値角度より低いため、すべての領域は緩斜面領域として定義され、スキャロップ パスがそれに適用されます。
しきい値角度を 19 度にすると、次のようになります。
領域の勾配がしきい値角度より大きいため、すべての領域は急斜面領域として定義され、輪郭パスがそれに適用されます。
表面仕上げを改善する
[オーバーラップ距離]、[壁のクリアランス]、[オフセットを円滑化]、[接合部にある削り残しを除去]、および[連続]を使用すると、パーツの表面仕上げの改善に役立ちます。
オーバーラップ距離
[オーバーラップ距離]を使用することで、急斜面パスと緩斜面パスが相互に重なり合うように伸びる距離を指定し、2 つの領域をブレンドして表面仕上げを良好にします。
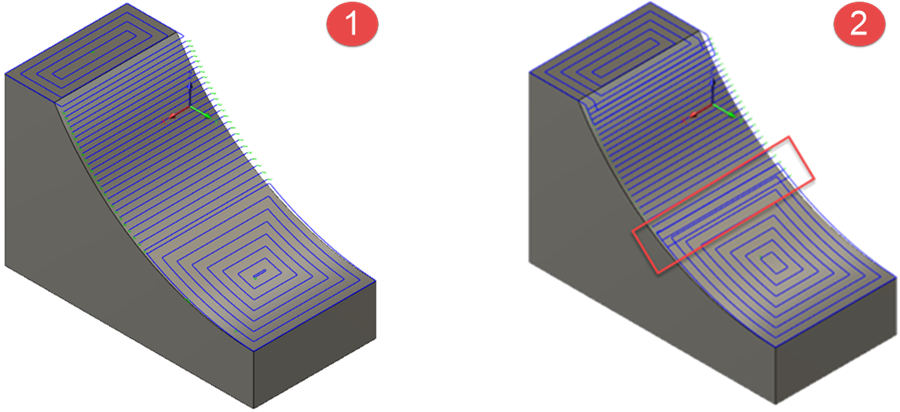
- [オーバーラップ距離]なしで適用された[急斜面と緩斜面]加工法
- [切削ピッチ]値の 2 倍の[オーバーラップ距離]で適用された[急斜面と緩斜面]加工法。
壁のクリアランス
急斜面の壁に近い緩斜面領域を加工する場合、工具やシャフトが周囲の壁ジオメトリにこすれて停留の跡が付くことがあります。
停留の跡が付かないようにし、パーツの表面仕上げを改善するには、[壁のクリアランス]を使用して、近くにある急斜面の壁から緩斜面パスが離れる距離を指定します。
このオプションを使用できるのは、緩斜面領域に平行パスを使用している場合に限ります。
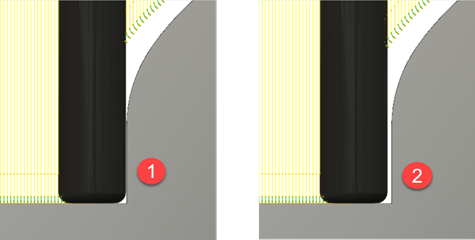
- [壁のクリアランス] 0 mm
- [切削ピッチ]値(0.3 mm)に等しい[壁のクリアランス]
オフセットを円滑化
スキャロップ パスを緩斜面領域で使用すると、ツールパスが内向きにオフセットする際に、外側プロファイルのジオメトリのツールパスに鋭角のコーナーが生成される可能性があります。鋭角のコーナーでは、工具の速度が著しく低下する可能性があります。これにより工具の軸方向の力、半径方向の力、たわみの条件が変化することで、鋭角のコーナー周辺に停留の跡が付く場合があります。
[オフセットを円滑化]を選択すると、ツールパスの鋭角のコーナー旋回をスムーズなカーブ モーションに置き換えることで、工具がパーツ上をスムーズに滑走できるようになります。
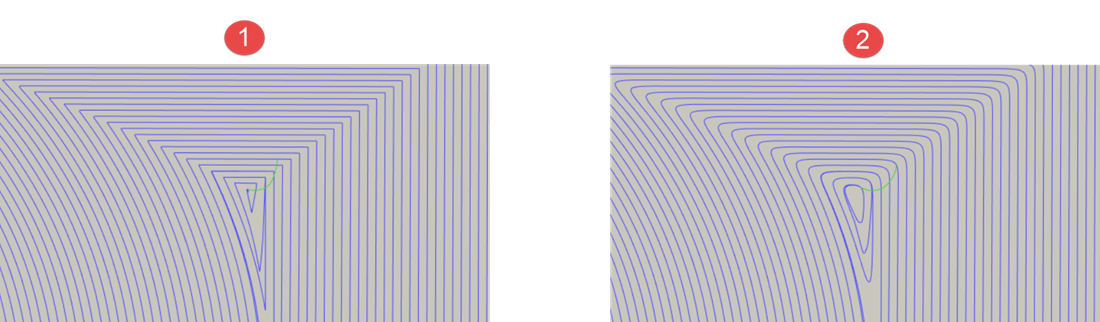
- オフセットを円滑化(オプションを選択解除)
- オフセットを円滑化(オプションを選択)
接合部にある削り残しを除去
スキャロップ パスを緩斜面領域で使用すると、ツールパスが内向きにオフセットする際に、外側プロファイルのジオメトリのツールパスに鋭角のコーナーが生成される可能性があります。鋭角コーナーの頂点間の距離は、プログラムされた切削ピッチの値よりも大きくなります。距離が大きくなったことで、頂点の周囲のパス間に余分な材料が尖端の形で残ります。
![[接合部にある削り残しを除去]の例](../images/example/ss-remove-cusp-junc.png)
- 頂点間の切削ピッチの距離
- プログラムされた切削ピッチ
表面仕上げを良好にするため尖端が生じないようにするには、[接合部にある削り残しを除去]を使用します。これを選択すると、該当の頂点を通過する追加のパスが作成され、残っている小さな材料の尖端が除去されます。
![[接合部にある削り残しを除去]の例 - 適用](../images/example/ss-remove-cusp-junc-applied.png)
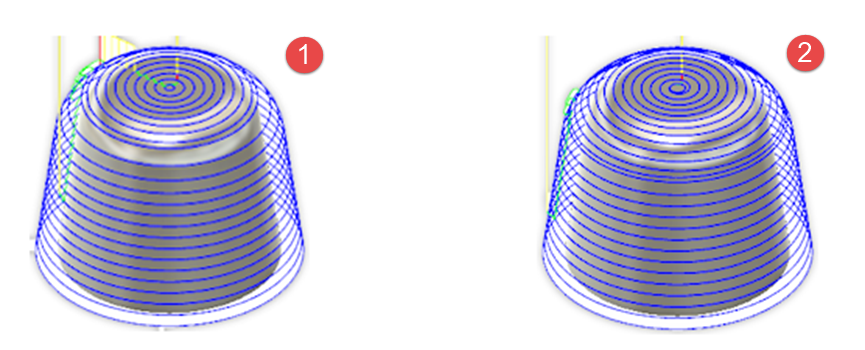
連続
[連続]を使用することで、急斜面領域と緩斜面領域にある連続するパス間のステップを除去してパーツの表面仕上げを改善します。これは、閉じたツールパスを連続するらせん状のツールパスに置き換えることによって行われます。この結果、工具リフトが最小限になり、サイクル タイムを短縮できます。
緩斜面領域の場合、このオプションを使用できるのは、スキャロップ パスが指定されている場合に限ります。
緩斜面パス:
- 連続(オプションを選択解除)
- 連続(オプションを選択)
急斜面パス:
- 連続(オプションを選択解除)
- 連続(オプションを選択)
加工時間を短縮する
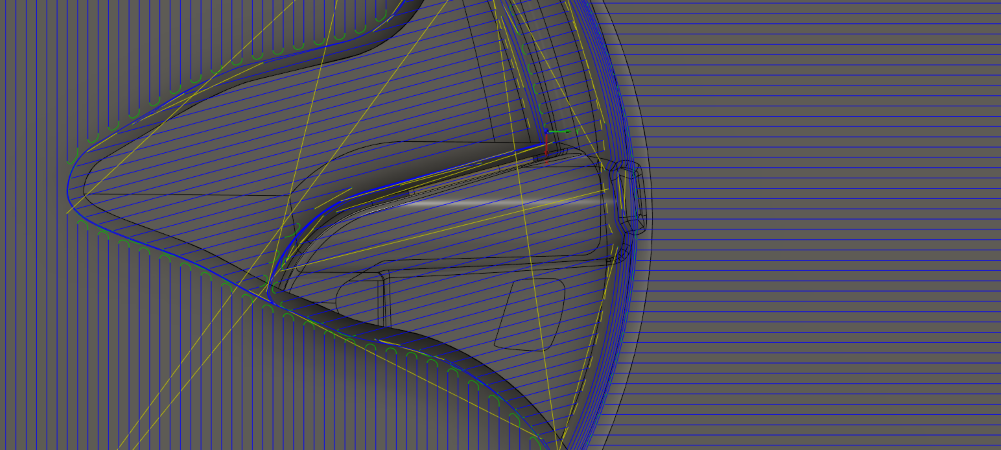
平行パスを使用して緩斜面領域を加工する場合、モデルの緩斜面領域が分析され、平行パスに使用するのに最適な角度が計算されます。最適な角度を使用すると、ツールパスの長さが減り、加工時間が短縮されます。
急斜面の壁を加工する際の安全な順序
優先順位として[急斜面から]を選択してモデルを加工すると、次のようになります。
1 ~ 4: それぞれの急斜面の壁全体が加工されてから次の壁に移行します。
5: 急斜面の壁が完了したら、すべての緩斜面領域が加工されます。
![[急斜面から]の例](../images/example/ss-steep-first.png)
しかし、2 つの急斜面の壁の間に前の操作で生成された不均一なストック材料が残っている場合、急斜面の壁のうち 1 つのみを深く切削すると、周囲に残った材料との接触により工具に大きな荷重がかかることがあります。工具の損傷を避けるため、2 つの急斜面の壁を交互に切削することをお勧めします。
![[残りのストックの最大量]のアニメーション](../images/animation/ss-max-remaining-stock-1.gif)
[残りのストックの最大量]を使用すると、互いに近接した 2 つの急斜面の壁を同じ Z レベルで加工してから次の Z レベルに進むようにツールパスを並べ替えることができます。工具形状と 2 つの急斜面領域間の距離に応じて値を推定します。
[残りのストックの最大量]の値を 2 mm にしても、急斜面の壁における加工パスの順序は並べ替えられません。依然として、それぞれの壁全体が加工されてから次の壁に移行します。
![[残りのストックの最大量]のアニメーション](../images/animation/ss-max-remaining-stock-2.gif)
[残りのストックの最大量]の値を 10 mm にすると、加工パスの順序が並べ替えられます。互いに近接した急斜面の壁を同じ Z レベルで加工してから次の Z レベルに進むことで、より安全な順序になります。
![[残りのストックの最大量]のアニメーション](../images/animation/ss-max-remaining-stock-3.gif)
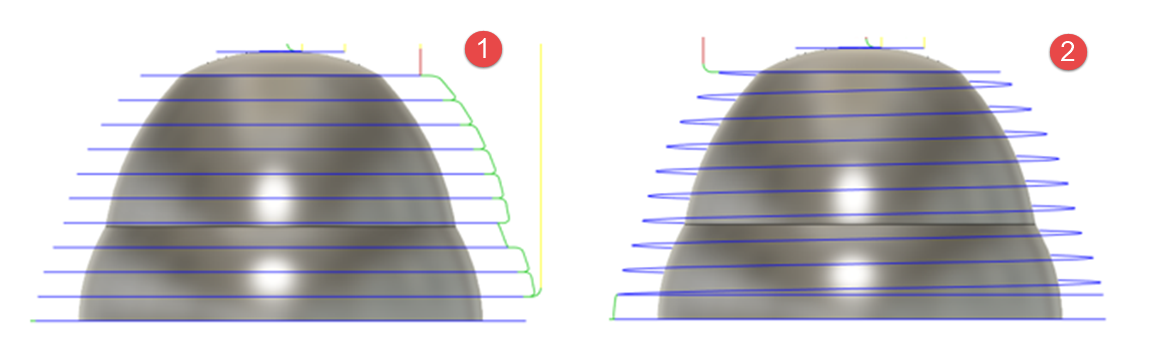
切削動作の進入と退出でのより安全な工具条件
水平または緩斜面のサーフェスを加工する場合、パーツの表面仕上げで問題が生じないようにするために、切削動作の進入と退出を垂直に行うのが適切です。
同様に、垂直または急斜面の壁を加工する場合、切削動作の進入と退出を水平に行うのが適切です。
ただし、[急斜面と緩斜面]加工法では急斜面領域と緩斜面領域の両方を 1 つの加工法で加工するため、垂直または水平の進入動作のいずれかのみを使用することはできません。代わりに、[急斜面と緩斜面]では、常にサーフェスに垂直な方向で切削動作の進入と退出を行う進入動作を使用します。
パーツのサーフェスに垂直な方向から切削動作に入ると、急斜面領域と緩斜面領域の両方において、切削動作の開始時および終了時のストックとのかみ合いが改善されます。
[急斜面と緩斜面]での進入動作の構成の例:
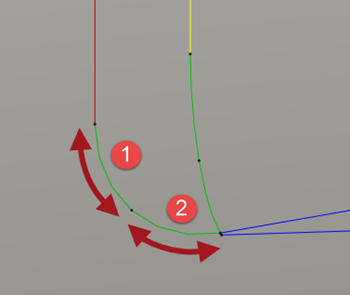
1 - 垂直円弧
2 - サーフェスに垂直な円弧