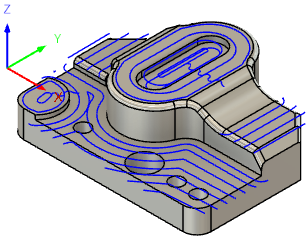
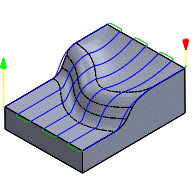
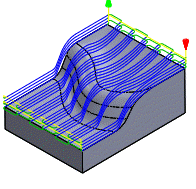
[フラット仕上げ]のリファレンス
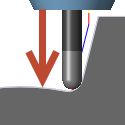
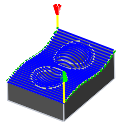
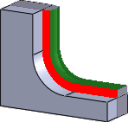
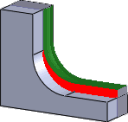
加工するパーツの平坦領域を自動的に検出します。
[製造] > [ミル] > [3D] > [フラット] ![]()
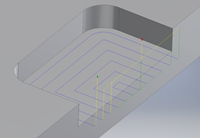
この加工法は、パーツのすべての平坦領域を検出し、ポケット除去加工法や 2D 面加工法と同様にオフセット パスで平坦領域をクリアします。過程内で水平面に切り込むオプションがあります。つまり、この加工法を中粗取りおよび中仕上げ加工ツールパスとして使用できます。
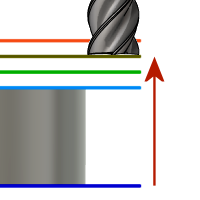
平坦領域が周りの領域より上にある場合は、刃物が平坦領域を超えて移動しエッジを除去します。
 [工具]タブの設定
[工具]タブの設定

工具
[選択]を押して工具ライブラリにアクセスします。工具の選択の詳細については、工具ライブラリに関する参照ドキュメントを参照してください。
クーラント
マシン ツールで使用される冷媒の種類を選択します。種類によってはマシンのポスト プロセッサと組み合わせられない場合があります。
送りおよび速度
スピンドルおよび送り速度の切削パラメータ。
- プリセット: 選択した工具に対して定義済み切削データを選択して、速度と送りを設定します
- 主軸回転速度: 回転/分(RPM)で表す主軸の回転速度
- 周速度: 工具の切削エッジを材料が通過する速度(SFM または m/min)
- ランプ主軸回転速度: ランプ移動実行時の主軸の回転速度
- 切削送り速度: 通常の切削移動に使用される送り速度。単位はインチ/分または mm/分
- 1 刃あたりの送り: 1 刃あたりの送り(FPT)として表される切削送り速度
- 進入送り速度: 切削動作への進入時に使用される送りです。
- 退出送り速度: 切削動作からの退出時に使用される送りです
- ランプ送り速度: ストックにらせんランプを行うときに使用する送りです
- 切込み送り速度: ストックに切り込むときに使用する送りです
- 回転あたりの送り: 回転あたりの送りとして表される切込み送り速度
軸とホルダー
有効にすると、衝突処理のためのコントロールが追加されます。衝突検出は工具の軸とホルダー両方に対して実行することができ、個別のクリアランスを指定することができます。加工方法に応じて、複数のモードから選択します。
この機能により、実行する必要がある計算の数が増加します。これは、非常に大規模なプロジェクトでのシステム パフォーマンスに影響する可能性があります。
軸とホルダーのモード
| 無効 | 引き離し | |
 |
 |
|
| 軸とホルダーの衝突は計算しません。 | 軸やホルダー間の安全な距離を維持するために、ツールパスをワークピースから引き離します。 | |
| トリム | 工具長を検出 | |
 |
 |
|
| ホルダーとの衝突を回避するために、切削の移動を少なくします。 | 軸やホルダーとワークピースとの間の指定された安全な距離を維持するために、工具の長さをホルダーの外に自動的に延長します。工具がホルダーの外までどれだけ延長されたかを示すメッセージが記録されます。 |
[衝突による失敗]: 安全な距離に違反している場合は、ツールパスの計算が中止されエラーメッセージが記録されます。
設定
- [軸を使用]: 有効にすると、ツールパス計算で選択した工具の軸を含め、衝突を回避するようにします。
- [軸クリアランス]: 工具の軸は、常にパーツからこの距離に保たれます。
- [ホルダーを使用]: 有効にすると、ツールパス計算で選択した工具のホルダーを含め、衝突を回避するようにします。
- [ホルダー クリアランス]: 工具のホルダーは、常にパーツからこの距離に保たれます。
 [形状]タブの設定
[形状]タブの設定
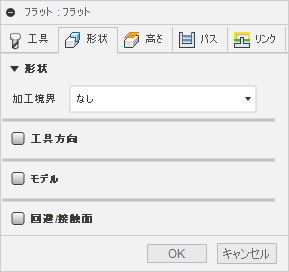
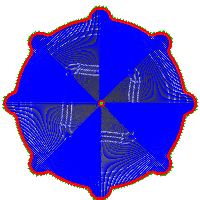
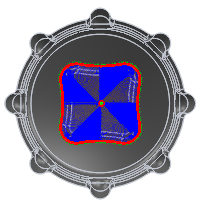
加工境界
[加工境界]はツールパスの境界を定義する方法を指定します。次のイメージは、3D 放射状ツールパスを使用して表示されています。
| シルエット | 選択 | |
 |
 |
境界モード:
| 境界領域 | シルエット | 選択 |
 |
 |
 |
| WCS 工具平面図(トップ)から見たパーツの矩形状範囲によって定義 | WCS 工具平面図(トップ)から見たパーツ輪郭のシャドウ エッジによって定義 | モデルのエッジまたはスケッチ境界を選択して定義。 |
なし: セットアップで指定されたストック サイズで定義。すべての加工法で使用できるわけではありません。
工具制限境界
選択した 1 つまたは複数の境界に対する工具の位置をコントロールするには工具制限境界を使用します。
| 工具内側境界 | 工具中心の境界 | 工具外側境界 |
 |
 |
 |
| 工具全体が境界内にとどまります。結果として、境界に含まれるサーフェス全体は加工されない場合があります。 | 境界は工具の中心を制限します。この設定では、境界の内側のサーフェス全体を加工することができます。ただし、1 つまたは複数の境界の外側の領域も加工される可能性があります。 | ツールパスは境界の内側に作成されますが、工具のエッジは境界の外側のエッジ上に移動することができます。 |
追加オフセット
追加オフセットは、選択した 1 つまたは複数の境界および工具制限境界に適用できます。工具制限境界が[内側]の場合、正の値は境界を内側へオフセットし、そうでない場合、正の値は外側へオフセットします。
[工具制限境界]を[工具中心の境界]に設定した場合の例を示します。
| 負のオフセット | オフセットなし | 正のオフセット |
 |
 |
 |
| 工具を内側にオフセット | 工具は境界内のまま | 工具を外側にオフセット |
工具のエッジを境界にオーバーラップさせるには、工具制限境界方法に[外側]を選択して小さい正の値を指定します。
工具のエッジと境界との間を完全にあけるには、工具制限境界方法に[内側]を選択して小さい正の値を指定します。
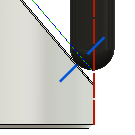
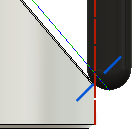
接点境界
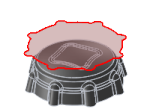
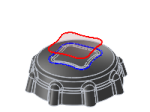
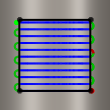
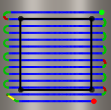
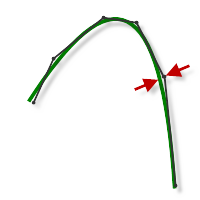
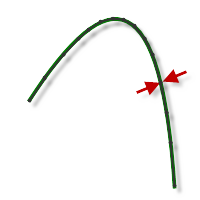
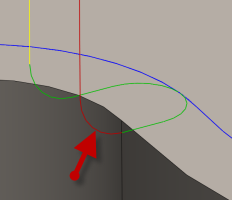
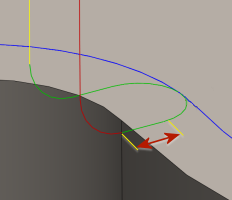
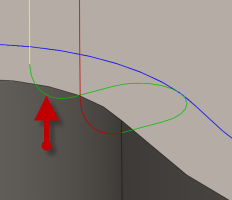
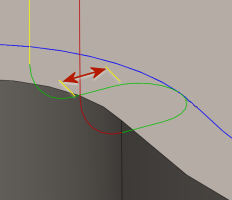
有効にすると、工具の中心位置ではなく、工具がパーツに接触する位置まで切削位置の[加工境界]制限が延長されます。下図の赤い線は、工具平面から見た加工境界エッジの選択を示しています。青い線は、工具の接点を示しています。
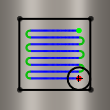
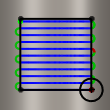
これらの違いは、ボール エンド ミルを使用した走査線ツールパスの場合では下図のようになります。
| 無効 | 有効 | |
 |
 |
|
 |
 |
工具方向
座標系の方向と原点のオプションの組み合わせを使用して工具方向を決定する方法を指定します。
[方向]ドロップダウン メニューは、X、Y および Z 座標軸の方向を設定するための次のオプションを提供します。
- WCS 方向設定: 工具方向に現在の設定のワーク座標系(WCS)を使用します。
- モデルの方向: 工具方向に現在のパーツの座標系(WCS)を使用します。
- Z 軸/平面、X 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して X 軸を定義します。Z 軸と X 軸は両方とも 180 度反転させることができます。
- Z 軸/平面、Y 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。Z 軸と Y 軸は両方とも 180 度反転させることができます。
- X 軸、Y 軸を選択: 1 つの面またはエッジを選択して X 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。X 軸と Y 軸は両方とも 180 度反転させることができます。
- 座標系を選択: モデル内の定義済みユーザ座標系からこの操作のための特定の工具方向を設定します。これは、既存の座標系の原点と方向の両方を使用します。操作に適した点および面がモデルに含まれていない場合はこれを使用します。**
[原点]ドロップダウン メニューには、座標系の原点を配置するための次のオプションがあります。
- WCS 原点設定: 工具原点に現在のセットアップのワーク座標系(WCS)の原点を使用します。
- モデル原点: 工具原点に現在のパーツの座標系(WCS)の原点を使用します。
- 選択された点: 座標系の原点に頂点またはエッジを選択します。
- ストック ボックス点: 座標系の原点にストック境界領域上の点を選択します。
- モデル ボックス点: 座標系の原点にモデル境界領域上の点を選択します。
モデル
設定で定義されたモデルのジオメトリ(サーフェス/ボディ)はオーバーライドすることができます。
セットアップ モデルを含める
既定では有効になっています。操作で選択したモデルのサーフェスに加えて、セットアップで選択したモデルも含まれます。このチェックボックスをオフにすると、操作で選択したサーフェス上にのみツールパスが生成されます。
回避/接触サーフェス
有効になっている場合、回避するサーフェスを選択します。工具は、選択したサーフェスを指定された量だけ回避しなければなりません。
| 無効 | 有効 | |
 |
 |
回避/接触面クリアランス
工具が選択したサーフェスを回避する距離を設定します。
接触サーフェス
[回避サーフェス]設定の意味を反転します。有効にすると、回避サーフェスは特定のクリアランス内で接触する必要があるものとなり、残りのサーフェスは回避されます。
接触サーフェスが有効
 [高さ]タブの設定
[高さ]タブの設定

移動高さ
移動高さは、工具パスの始点への動線上で工具が早送りする最初の高さです。
移動高さ
- 退避高さ: *[退避高さ]*からの増分オフセットです。
- トップ高さ: **[トップ高さ]からの増分オフセットです。
- ボトム高さ: **[ボトム高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
移動高さオフセット
移動高さオフセットは、上にあるクリアランス高さのドロップダウン リストの選択内容を基準に適用されます。
退避高さ
退避高さでは、工具が次の切削パスの前に上に移動する高さを設定します。退避高さは、[送り高さ]および[トップ]より上に設定する必要があります。退避高さは、高さを設定するために後続のオフセットとともに使用されます。
退避高さ
- 移動高さ: *[移動高さ]*からの増分オフセットです。
- トップ高さ: **[トップ高さ]からの増分オフセットです。
- ボトム高さ: **[ボトム高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
退避高さオフセット
退避高さオフセットは、上にある退避高さのドロップダウン リストの選択内容を基準に適用されます。
トップ高さ
トップ高さでは、切り取りのトップを表す高さを設定します。トップ高さは、**[ボトム]より上に設定する必要があります。トップ高さは、高さを設定するために後続のオフセットとともに使用されます。
トップ高さ
- 移動高さ: *[移動高さ]*からの増分オフセットです。
- 退避高さ: **[退避高さ]からの増分オフセットです。
- ボトム高さ: **[ボトム高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
トップ オフセット
トップ オフセットは、上にあるトップ高さのドロップダウン リストの選択内容を基準に適用されます。
ボトム高さ
ボトム高さでは、最終加工の高さまたは深さ、および工具がストック内に下降する最小深度を指定します。ボトム高さは、**[トップ]より下に設定する必要があります。ボトム高さは、高さを設定するために後続のオフセットとともに使用されます。
ボトム高さ
- 移動高さ: *[移動高さ]*からの増分オフセットです。
- 退避高さ: **[退避高さ]からの増分オフセットです。
- トップ高さ: **[トップ高さ]からの増分オフセットです。
- モデル トップ: **[モデル トップ]からの増分オフセットです。
- モデル ボトム: **[モデル ボトム]からの増分オフセットです。
- ストック トップ: **[ストック トップ]からの増分オフセットです。
- ストック ボトム: **[ストック ボトム]からの増分オフセットです。
- 選択: モデル上の選択された点(頂点)、エッジ、または**面からの増分オフセットです。
- 原点(絶対): 特定の操作での[セットアップ]または[工具方向]内で定義されている**[原点]からの絶対値オフセットです。
ボトム オフセット
ボトム オフセットは、上にあるボトム高さのドロップダウン リストの選択内容を基準に適用されます。
 [パス]タブの設定
[パス]タブの設定
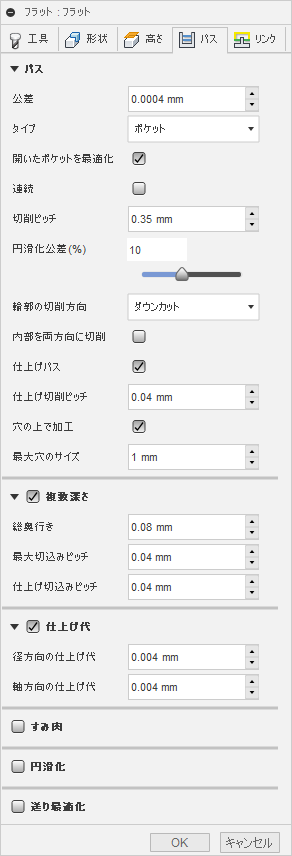
許容差
加工許容差は、ツールパスの生成および図形三角パッチに使用される許容差の合計です。合計許容差を取得するために、その他のフィルタリングの許容差をこの許容差に加算する必要があります。
 |
 |
| 緩い許容差 .100 | 厳しい許容差 .001 |
工作機械の輪郭動作は、線分 G1 および円弧 G2、G3 コマンドを使用してコントロールされます。これに対応するには、線形化することにより Fusion をスプラインおよびサーフェス ツールパスに近づけ、多数の短い線分セグメントを作成して目的の形状に近似させます。ツールパスを目的の形状にどの程度正確に一致させられるかは使用する線分の数に大きく依存します。より多くの線分を作成することによりスプラインまたはサーフェスの呼び形状により近似したツールパスになります。
データ枯渇
非常に厳しい許容差を常に使用することは魅力的ですが、ツールパス計算時間が長くなる、G コード ファイルが大きくなる、線分移動が非常に短くなるなどのデメリットもあります。Fusion の計算は非常に高速で、最近のほとんどの制御機には少なくとも 1 MB の RAM があるため、最初の 2 つはさほど大きな問題ではありません。しかし、短い線の移動が高速の送り速度と組み合わされると、データ枯渇として知られる現象が発生することがあります。
データ枯渇は制御機がデータを処理しきれなくなった場合に発生します。CNC 制御機が 1 秒あたりに処理できるコード(ブロック)の行数は有限です。古いコンピュータ上では 40 ブロック/秒と少なく、HAAS オートメーション コントロールのような新しいコンピュータ上では 1,000 ブロック/秒以上です。短い線分移動と高い送り速度では、制御機が処理することができる以上の処理速度を強制することができます。そのような場合は、それぞれの移動した後にコンピュータは一時停止し、制御機からの次のサーボ コマンドのために待機する必要があります。
[タイプ]
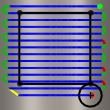
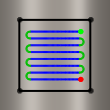
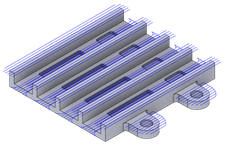
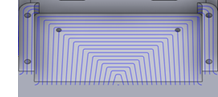
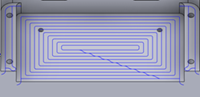
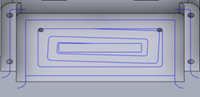
ポケット加工法または走査線加工法に類似したツールパスのスタイルを生成します。
| ポケット | 走査線 | |
 |
 |
|
| 複数の円形領域など、複雑な形状を加工する場合に便利です。パスは互いにオフセットされます。開いたポケット上でツールパスを最適化し、連続加工のための渦巻きスタイルのツールパスを生成するオプションを使用できます。 | 長い矩形領域など、単純な形状の加工に役立ちます。パスは直線で配置され、コーナーはありません。ツールパスのコーナーでは、マシンが遅くなることが多く、サーフェスに跡が残る可能性があります。 |
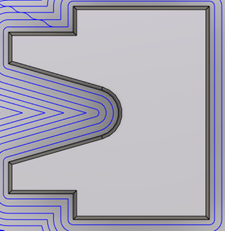
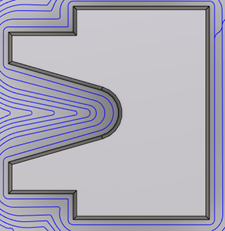
開いたポケットを最適化
有効にすると、工具はポケットの開いた側から進入します。これにより、ランプ移動ではなく、短い接線延長などの進入動作が効率的になり、次のように切削条件が改善されます。
- 工具の全幅を使用した切削が削減されます。
- ツールパスのシャープ コーナーが削減されます。
無効にすると、工具はパーツの外側から切削領域に入ることができなくなります。邪魔になっているクランプや固定具を回避するのに役立ちます。また、工具リフトが少なくなるため、切削条件が重要でない箇所で、発泡体などの、よりソフトな材料の加工が高速になります。
| 有効 | 無効 | |
 |
 |
|
| 切削移動は切削領域のエッジとオーバーラップ可能。 | 切削移動を切削領域内に制限。 |
実線
パス間のリンク移動が最小限の渦巻きスタイルのツールパスを生成し、表面仕上げを改善します。
| 有効 | 無効 | |
 |
 |
切削ピッチ
切削間の切削ピッチの距離です。
円滑化公差(%)
実際の切削ピッチ パスの偏差を表す、0 ~ 25% のスライド尺度調整です。これにより、シャープ コーナーを削減するために、加工パスに流体モーションが作成されます。
円滑化公差は内側の切削に適用され、最終的な輪郭切削の精度には影響しません。
| 0% 偏差 | 25% 偏差 | |
 |
 |
輪郭の切削方向
[輪郭の切削方向]を使用すると、サーフェス上で Fusion がダウンカット/アップカットを作成するか、または両方向に切削するかをコントロールできます。
 |
1 - ダウンカット 2 - アップカット 3 - 両方向 |
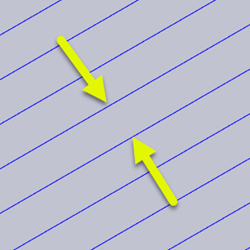
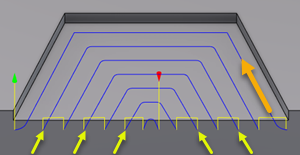
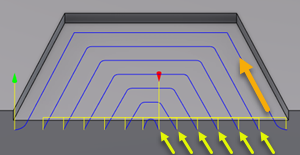
内部を両方向に切削
有効にすると、すべての内部パスでダウンカットとアップカットが交互に切り替わります。最後の切削は、[輪郭の切削方向]設定(オレンジ色の矢印で図示)でコントロールされます。
無効にすると、[輪郭の切削方向]によって、すべての切削方向が決まります。
| 有効 | 無効 | |
 |
 |
仕上げパス
有効にすると、最終切削ピッチに仕上げパスを追加することができます。
最終切削ピッチでは、工具がフロアおよび近接する側面の壁に当たります。パスを追加することで、切削と表面仕上げが改善されます。
| 有効 | 無効 | |
 |
 |
仕上げ切削ピッチ
最終パスの距離です。これは通常、切削ピッチの値よりも小さくなります。
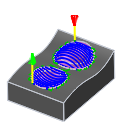
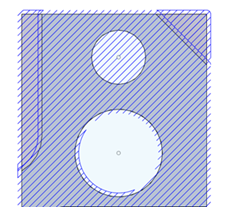
穴の上で加工
有効にすると、開口部を回避するのではなく、ツールパスは穴の上を続行します。連続動作により、フラット領域に対してより均一なツールパスが作成され、開いた穴の領域にパッチを適用する必要がなくなります。
これにより、方向の変化が少なくなり、表面仕上げが良好になり、サイクル タイムが短縮される可能性があります。
| 有効 | 無効 | |
 |
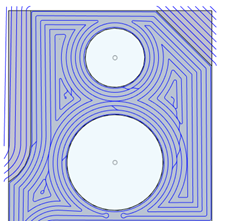 |
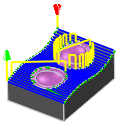
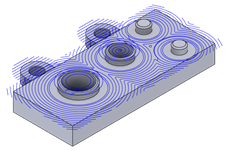
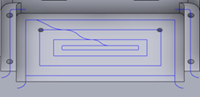
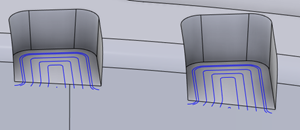
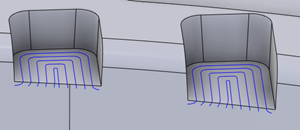
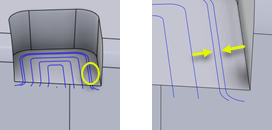
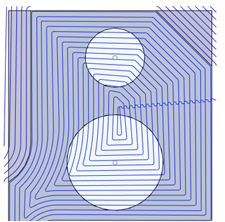
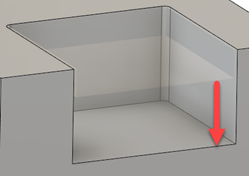
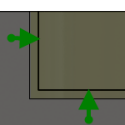
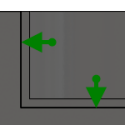
最大穴のサイズ
指定した穴直径よりも小さい穴の上で加工します。
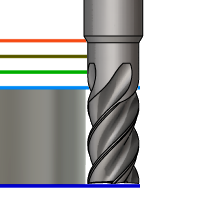
次の例では、上部の穴の直径は 30 mm で、下部の穴の直径は 50 mm です。
[最大穴のサイズ]の値として 40 mm を入力すると、上部の穴の上にツールパスが生成され、下部の穴の上には何も生成されません。
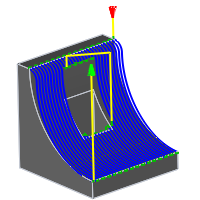
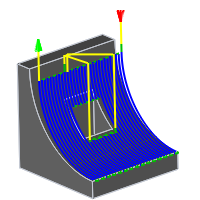
複数深さ
複数深さの切削の実行を有効にします。[複数深さ]は、複数の増分 Z オフセット パスを作成することで一定量のストックを除去する場合に便利です。これは、多くの 3D 仕上げ加工法で利用可能です。次の図には、3D 走査線の場合が表示されています。
| 無効 | 有効 | |
 |
 |
|
| 単一 Z 深さパス | 3 つの Z パスで表示 |
深度の合計
サーフェスから除去するストックの総量です。
最大切込みピッチ
Z レベル切削間の切込みピッチの量です。
仕上げ切込みピッチ
最終 Z レベル切削の切込みピッチの量です。
仕上げ代
正のストック値を指定すると、その後の粗取りまたは仕上げ操作用に材料が残ります。粗取り操作では、通常、正確な仕上げ切削用に少量の材料を残します。
負のストック値を指定すると、パーツのサーフェスまたは境界を越えて材料が除去されます。多くの場合、このテクニックは、スパーク ギャップを可能にする溶接棒加工において、またはパーツの許容差要件を満たすために使用されます。
ゼロ ストック量(0.0)値では、選択した形状までの余分な材料がすべて除去されます。
| 正 | ストックなし | 負 |
 |
 |
 |
径方向(壁)の仕上げ代
[径方向の仕上げ代]パラメータは、径方向(工具軸に対して直角)、すなわち工具の横に残す材料の量をコントロールします。
軸方向(床)の仕上げ代
[軸方向の仕上げ代]パラメータは、軸方向(Z 軸に沿った方向)、つまり工具のボトムに残す材料の量をコントロールします。
| 径方向 - 壁ストック | 径方向と軸方向 | 軸方向 - 床ストック |
 |
 |
 |
正確に垂直ではないサーフェスについては、Fusion が軸(床)と径方向(壁)仕上げ代の値の間を補間するため、これらのサーフェス上の径方向に残されるストックは、サーフェスの勾配および軸方向の仕上げ代の値によっては指定した値と異なる可能性があります。
放射状仕上げ代を変更すると、軸方向の仕上げ代を手動で入力しない限り軸方向の仕上げ代に同じ量が自動的に設定されます。
ボール状カッターまたは放射状カッターを使用する場合、負の軸方向のストックは、選択した工具のコーナー半径以下でなければなりません。
フィレット
フィレット半径を入力するようにします。
フィレット半径
フィレット半径を指定します。
円滑化
指定されたフィルタリング許容差内で可能な余分点を削除し円弧をフィッティングさせることで、ツールパスを円滑化します。
 |
 |
| 円滑化をオフ | 円滑化をオン |
円滑化は精度を犠牲にすることなくコードサイズを減らすために使用されます。円滑化は、同一直線上の線を 1 本の線分と接線円弧で置換することにより、曲線領域内の複数の線分に置換します。
円滑化の効果は劇的である場合があります。G コード ファイル サイズが 50% 以上減少する可能性があります。マシンがより速くスムーズに実行され、サーフェス仕上げが改善されます。コードの削減量はツールパスが円滑化に適しているかによって異なります。平行パスなどの主に主平面にあるツールパス(XY、XZ、YZ)は、フィルタが良く機能します。3D スキャロップなどを行わないものは削減量が少なくなります。
円滑化トレランス
円滑化フィルタの許容差を指定します。
円滑化は、トレランス(オリジナルの線形化パスが生成される精度)が円滑化(線分円弧継手)のトレランスと等しいか大きい場合に最適に機能します。
送り最適化
コーナーで送りが減速するように指定します。
[最大方向変更]: 送り速度を減速する前の最大角度変更を指定します。
[短縮された送り半径]: 送りが減速する前の最小半径を指定します。
[短縮された送り距離]: コーナー前での送り減速の距離を指定します。
[減速された送り速度]: コーナーで使用する減速された送り速度を指定します。
[内側コーナーのみ]: 内側のコーナーの送り速度のみを減速することができます。内側のコーナーの送り速度のみを減速することができます。
 [リンク]タブの設定
[リンク]タブの設定
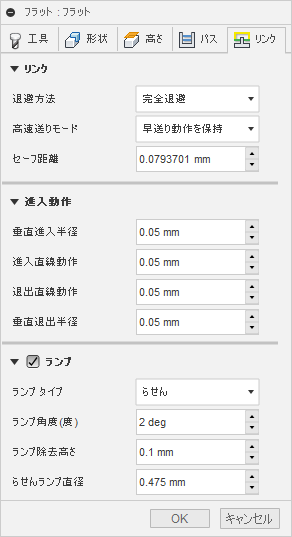
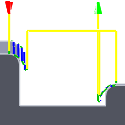
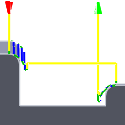
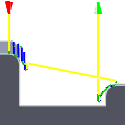
退避方法
切削パス間で移動する方法をコントロールします。次のイメージはフロー加工法を使用して表示されています。
[完全退避]: 次のパスの始点上に移動する前に、工具をパスの終端で退避高さまで完全に退避させます。
[最小退避]: 工具がワークピースをクリアする最低の高さプラス任意の指定した安全距離までまっすぐ上に移動します。
[最短パス]: 工具はパス間の直線の最短可能距離を移動します。
| 完全退避 | 最小退避 | 最短パス |
 |
 |
 |
線形化早送り動作をサポートしない CNC 工作機では、ポスト プロセッサはすべての G0 動作を高速送り G1 動作に変換するように変更することができます。ポスト プロセッサを変更する方法の詳細や手順については、テクニカル サポートに連絡します。
高速送りモード
早送り動作を真に高速(G0)として出力する場合、および高速送り動作(G1)として出力する場合を指定します。
- 早送り動作を保持: すべての早送り動作を保持します。
- 軸方向と径方向早送り動作を保持: 水平(径方向)もしくは垂直(軸方向)にのみ移動する早送り動作が、実際の早送りとして出力されます。
- 軸方向早送り動作を保持: 垂直方向の早送り動作のみを保持します。
- 径方向早送り動作を保持: 水平方向の早送り動作のみを保持します。
- 単一軸の早送り動作を保持: 1 つの軸(X、Y、または Z)の早送り動作のみを保持します。
- 高速送り速度を保持: 早送り動作(G0)の代わりに(高速送り動作) G01 として早送り動作を出力します。
このパラメータは、通常は「ドッグレッグ」動作を高速で実行するマシンへの高速の衝突を回避するように設定されます。
高速送り速度
G0 の代わりに G1 として早送り動作の出力に使用する送り速度です。
セーフ距離
退避動作時の工具とパーツ サーフェス間の最短距離です。距離は仕上げ代が適用された後に測定されるため、負の仕上げ代を使用する場合は、セーフ距離が衝突を回避するのに十分な大きさであることを特に注意して確認する必要があります。
進入と移動
これらのパラメータは、ツールパス切削への進入方法と退出方法をコントロールします。これは、直線モーションと円形モーションの組み合わせで構成されます。
進入動作
| 垂直進入半径 | 進入直線動作 | |
 |
 |
|
| ツールパスへの進入を円滑化するための垂直円弧の半径です。 | ツールパスへの進入を円滑化するための直線距離です。 |
退出動作
| 垂直退出半径 | 退出直線動作 | |
 |
 |
|
| ツールパスからの退出を円滑化するための垂直円弧の半径です。 | ツールパスからの退出を円滑化するための直線距離です。 |
ランプ タイプ
カッターが各深さ切削の部分に進入する方法を指定します。
| 外側ストックを切り込む | 下穴ドリル | |
 |
 |
|
| 切込み | ジグザグ | |
 |
 |
|
| 輪郭 | スムーズ輪郭 | |
 |
 |
|
| らせん | ||
 |
ランプ角度(度)
最大の傾斜角度を指定します。
最大ランプ切込みピッチ
ランプ プロファイル上の 1 回転あたりの最大切込みピッチを指定します。このパラメータは、ランプ時に全幅切削を行う場合に拘束する工具の負荷を可能にします。
ランプ除去高さ
現在のストック レベルを超えるランプの高さです。
ランプ放射状移動
進入らせんの輪郭までの最小距離を指定します。
らせんランプ直径
らせんランプ直径を指定します。
最小ランプ直径
最小ランプ直径を指定します。
下穴ドリル位置
[下穴ドリル]を選択した場合、これを使用して穴の位置を指定します。Fusion は、この位置に穴がドリル加工されていると想定します。
進入位置
ランプの開始進入位置を選択します。