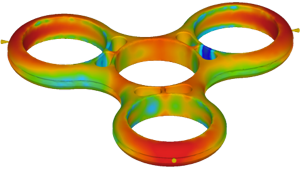
平均温度(充填完了時)結果
[平均温度(充填完了時)]結果には、充填過程完了時の成形品の肉厚方向の平均バルク温度が表示されます。
確認事項
[平均温度(充填完了時)]**結果の参照時には、次の点について確認します。
- ホット スポット。通常はゲート周辺に存在します。
- 淀みを示すコールド スポット
- 材料が過度に冷却されていないかどうかを確認します。
この結果の使用法
射出成形サイクル全体で、溶融樹脂の温度は時間と位置だけでなく、肉厚によっても変化します。[平均温度(充填完了時)]結果では、平均温度を使用して、肉厚方向におけるこれらすべての要因の影響を示します。平均温度は、特定の時間に特定の位置で伝達されるエネルギーを表します。
連続した流動(熱対流)がある領域では、通常、平均温度が高くなり、その領域で流動が停止すると、温度は急速に下がります。成形品の薄肉領域で平均温度が過度に低い場合、淀みやショート ショットが発生することがあります。ウェルド ラインのある領域で平均温度が過度に低いと、ウェルド ラインがさらに目立つことがあります。
平均温度が高すぎる領域では、材料の劣化や表面の不良が発生することがあります。これを防止するには、平均温度が使用樹脂の推奨温度範囲内に常に収まるようにします。また、ホット スポット周辺の成形品形状の再デザインや、プロセス条件の変更も検討するようにします。温度差によって、不均一な収縮や反りが発生することもあります。
[平均温度(充填完了時)]結果を[樹脂の固化(充填完了時)]結果と組み合わせて確認します。平均温度が材料の転移温度を下回り、固化パーセンテージが 25% を超える金型領域は、適切に保圧されない場合があり、収縮および反りの問題が発生する可能性があります。
次のステップ
次のようなエアー トラップ発生の防止方法があります。
温度が低すぎる場合:
- 射出時間を短くする: 短すぎると材料の劣化が発生する可能性があります
- 樹脂温度を上げる: ただし、材料メーカーが指定した温度制限内に収めます
- 金型温度を上げる: サイクル タイムが長くなる可能性があります
- モデルを修正する: パーツの機能を念頭に置いて、領域の肉厚を厚くします
温度が高すぎる場合:
- 射出時間を長くする: ただし、ためらいが発生する可能性があります。