充填アニメーション結果
[充填アニメーション]結果では、キャビティ充填時のフロー フロントの位置が一定の間隔で示されます。
流動パターン
理想的には、金型内のすべてのフロー パスが同時に充填されるように射出位置を設定します。さらに、可能な場合は、キャビティの充填パターンを一方向にします。つまり、充填過程で方向が変わらないようにします。
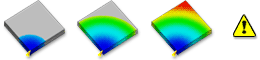
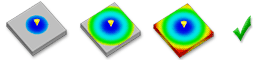
上の図ではコンターの色は成形品への樹脂流動を表しています。他の領域と同時に充填される領域は、同じ色で表されます。図 1 では、キャビティの末端まですべて同時に充填されるとは限りません。図 2 は、この問題を解決するために射出位置を移動する方法を示しています。
確認事項
[充填アニメーション]結果は、キャビティの充填状態を予測できるさまざまな充填パターンを確認するのに最適です。
- ショート ショット: [充填アニメーション]結果では、ショート ショットは半透明で表示されます。フロー パスの末端で半透明な領域がないか確認します。
- ためらい: [充填アニメーション]結果にコンターの間隔がきわめて狭い部分がある場合、ためらいが発生した可能性があります。ためらいによって、成形品の充填が完了する前に薄肉部が固化した場合、ショート ショットが発生することがある。
- 過充填: [充填アニメーション]結果で 1 つのフロー パスが他のパスより前に完了している場合、過充填を示している可能性があります。過充填は、成形品の重量増加、反り、および成形品全体での不均一な密度分布を発生させることがあります。
- ウェルド ライン: [充填アニメーション]結果と[ウェルド ライン]結果を比較して、ウェルド ラインが存在するかどうかを確認します。ウェルド ラインは強度不良および外観不良の原因となります。
- エアー トラップ: [充填アニメーション]結果と[エアー トラップ]結果を比較して、エアー トラップが存在するかどうかを確認します。エアー トラップは強度不良および外観不良の原因となります。
この結果の使用法
充填アニメーション結果では、最初に充填する領域を表すのに濃い青を使用し、最後に充填する領域を表す赤で終了します。成形品がショート ショットの場合、充填されなかった部分は無色で表示されます。充填時間結果が良好な成形品では、フロー パターンのバランスがとれていて、次のようになります。
- すべてのフロー パスが同時に終了し、モデルの末端に同時に到達する。上図では、各フロー パスが赤のコンターで終了する。
- コンターは等間隔で表示され、樹脂が流動する速度を示す。間隔が広いコンターは急速な流動を表し、間隔が狭いコンターは成形品の充填速度が遅いことを表す。
次のステップ
次の方法を使用して、充填パターンを改善することができます。
- シミュレーション モデルにフロー リーダーまたはディフレクタを追加して、淀みを解消する。
- 射出位置を移動して、すべてのフロー パスが同時に充填されるようにする。
- 射出位置を追加して、フロー パスのバランスを調整する。
- 射出時間を短くして樹脂温度を上げ、ショート ショットおよび充填が困難な領域を解消する。