射出圧力結果
[射出圧力]結果は、成形機が速度制御から圧力制御に切り替わる前に到達した最大射出圧力を示します。
確認事項
[射出圧力]結果の参照時には、次の点について確認します。
- 保圧過程の圧力変化(体積収縮に影響)
- キャビティ内の圧力変化(保圧過程では最小限に抑える必要があります)
- ためらい
- 高い射出圧力に起因する過充填
- 収縮
この結果の使用法
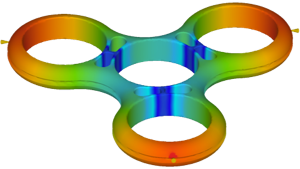
充填開始時には、金型内のどの部分でも圧力はゼロ(絶対圧力で 1 気圧)です。特定の位置の圧力は、流動先端がその位置に到達すると上昇し始めます。流動先端の通過後、その特定の位置と流動先端間の流動長が長くなるため、圧力の上昇は続きます。
充填中に溶融樹脂を流動させる力は、ある位置と次の位置の間の圧力差です。水が高い所から低い所へ流れるように、樹脂は常に負の圧力勾配の方向に、高圧部分から低圧部分へ移動します。このため、下図に示すように、樹脂は樹脂射出位置で発生する最大圧力から充填過程のメルト フロントで発生する最小圧力へと流動します。
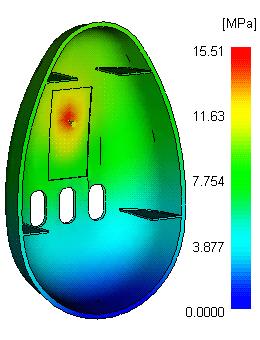
圧力または圧力勾配の大きさは、金型内部の樹脂抵抗によって異なります。これは、高粘度の樹脂をキャビティに充填するには、より高い圧力が必要となるためです。薄肉部分や小さいランナーなど、金型内部での流動が制限される領域や、流動長が長い領域でも、より大きい圧力勾配になり、高い充填圧力が必要です。
次のステップ
射出圧力が原因で発生するアンダーフィルまたは過充填の問題は、次のような方法で解決できます。
- 射出位置を移動するか、または射出位置を追加して、問題領域を充填する。ゲート位置の数は、成形品形状、材料、および成形条件によって異なる。
- バランスの良い充填パターンと均一な圧力分布が実現できる位置に射出位置を配置する。
- 充填が速く過充填となる領域や、淀みを発生させる薄肉領域の近くに射出位置を配置しない。
- 成形品形状の変更
- 射出圧力を低減するためにゲート位置を変更できない場合は、成形品の形状を再設計して肉厚を増加する。複雑な薄肉形状は、充填が困難になり、高い射出圧力が必要になる場合がある。
- 低粘度材料を選択して、金型の充填に必要な圧力を低減する。樹脂温度を上げて、粘度を低減する。これにより、金型の充填に必要な射出圧力も低減する。