品質予測結果
[品質予測]結果は、成形品の機械的特性や外観の品質を予測するのに使用します。この結果は、圧力、温度、およびその他の結果から計算します。

充填確実性
品質予測結果に表示される色は次の内容を表します。
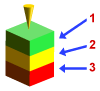
- 高品質が得られる
- 品質の問題が発生する可能性がある
- 確実に品質の問題が発生する
注: [品質予測]結果は、ショート ショットが存在する場合は利用できません。ショート ショットの原因を修正してスタディを再実行し、この結果を表示します。
確認事項
緑色以外の色は、成形品の品質に問題がある可能性があることを示しています。これらの緑色以外の色の位置に注意してください。オレンジ色や黄色の領域が、機械的な強度を必要としない位置や、サーフェスの外観の品質が重要ではない位置にある場合は、問題ない可能性があります。黄色とオレンジ色の比率が高くなるにつれ、成形品の品質が低下します。
この結果の使用法
高品質の成形品は、機械的強度と表面の外観の設計仕様を満たしているかどうかによって定義されます。この結果を解析して高品質の成形品が得られるかどうかを判断する際には、どの色が表示されているか、および各色がどの程度表示されているかを考慮します。また、[充填確実性]結果を確認して、成形品が充填される可能性を確認する必要もあります。
成形品の大部分が緑色で、黄色またはオレンジ色の小さい領域がいくつかある場合は、許容可能である可能性がありますが、その他の結果を参照して、緑色ではない領域の場所とその理由を慎重に確認する必要があります。
黄色、オレンジ色、または赤色の領域がある場合、樹脂が流動する際にその領域の温度が低すぎたか高すぎた可能性があります。フロー フロントの温度は、キャビティが充填される確実性を決定するために使用される要因の 1 つです。
温度による問題:
- フロー フロント温度が低すぎる。
- 成形品の薄肉領域でこれが発生する場合、淀みやショート ショットが発生することがあります。
- ウェルド ラインがある領域でこれが発生する場合、ウェルド ラインが劣化したり、成形品が構造的に弱くなる可能性があります。
- フロー フロント温度が高すぎる。
- これにより、材料の劣化や表面不良が発生する可能性があります。フロー フロントの温度が、使用樹脂の推奨範囲内に常に収まるようにします。
次のステップ
品質予測結果を改善する方法はいくつかありますが、変更を加えるとその他の結果になることを忘れないでください。温度が問題領域の原因である場合に品質予測結果を改善するには:
- 樹脂温度または金型温度を上げる: ただし、これにより材料が劣化したり、サイクル タイムが長くなる可能性があります。温度は材料の推奨限界値を超えないようにしてください。
- 成形品肉厚を変更する: ただし、これによりデザインに機能上の問題が発生する可能性があります。低い樹脂温度は、ためらいによって生じることがあります。ためらいを防止するには、問題のある領域の肉厚を厚くします。
- ためらいが発生する薄肉リブの勾配角度を小さくする: ただし、デザインに機能上の問題が発生する可能性があり、成形品の突出が困難になる可能性があります。
- 射出位置を変更する: 射出位置を問題のある領域に近づけるか、射出位置を追加します。これにより、キャビティのすべての部分が充填され、許容可能な品質になる可能性が高まります。
- ためらいの発生領域から離れた位置に射出位置を移動する: ただし、これにより成形品の他の部分でためらいなどの問題が発生する可能性があります。
- 選択した材料の成形条件を変更する: 品質予測を改善するために、現在の材料の樹脂温度を上げます。
- 別の材料を選択する: 現在の材料よりメルト フローの高い(低粘度の)材料を選択します。
- 射出時間を短くする: ただし、材料の劣化や表面不良の原因となる可能性があります。