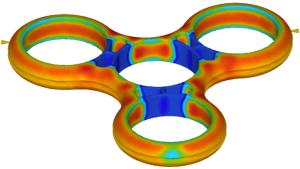
体積収縮(突出)結果
[体積収縮(突出)]結果には、冷却過程完了時から成形品が基準の周囲温度(既定値は 25℃)に冷却されるまでの局部的な体積の減少が表示されます。
確認事項
[体積収縮(突出)]結果の参照時には、次の点について確認します。
局部領域の収縮が大きい場合、冷却した成形品の内部にボイドやヒケが発生することがある。
収縮率が成形品全体で均一になるのが理想的である。これは、材料を均一に保圧するために重要。これにより、強度的および外観的に完成度の高い成形品を作成できる。
成形品全体で体積収縮の変化が大きいと、反りが大きくなる可能性がある。
収縮ではなく膨張を示す負の体積値。突出の問題が発生する可能性があるため、リブでの負の収縮は回避する。
値が材料の期待値の範囲内にあることを確認する。
この結果の使用法
[体積収縮(突出)]結果では、各領域の体積収縮が元の成形体積に対する比率として示されます。モデル上のヒケを検出するために、この結果を使用できます。高い収縮率は、ヒケや成形品内部のボイド発生の可能性を示します。
反りを最小にするために、キャビティ全体の体積収縮の変化を最小にします。
次のステップ
次のオプションを使用して、過剰または不均一な体積収縮の問題を解決できます。
- 平均公称収縮が低い材料をデータベースから選択します。反りがゴールド評価の材料には、より完全な材料特性データがあります。
- モデルのデザインを修正して、成形品全体の肉厚の変化を最小にします。