ウェルド ライン結果
[ウェルド ライン]結果は、2 つのフロー フロントが合流するときの会合角を表示します。ウェルド ラインによって強度的な問題が発生したり、成形品に外観不良が発生することがあります。
ウェルド ライン
ウェルド ラインとは、充填過程で、2 つ以上のフロー パスが合流したときに発生する、構造的なぜい弱部分または目視できる外観不良です。これらが発生する原因は、成形品の穴やインサート、複数の射出位置、または流動速度が低下(淀み)したり加速(レース トラック現象)する箇所での肉厚の変動です。異なるフロー フロントが合流する前に冷却されると、うまく再合流できずに、成形品にぜい弱部分が生じる可能性があります。線、ノッチ、または色むらが発生することもあります。
ウェルド ラインの外観と、その位置でのモデルの強度は、材料タイプ、フィラーの存在と体積、およびウェルド ラインでの圧力と温度によって異なります。
確認事項
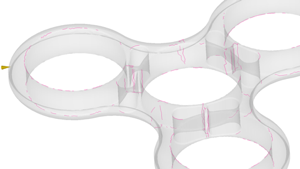
[ウェルド ライン]結果では、ウェルド ラインは透明なモデル上に薄い色の付いた線として表示されます。[ウェルド ライン]結果で次の問題を特定できます。
- 構造的な問題: ウェルド ライン品質が低下すると、ウェルド ラインの位置で成形品が破損または変形しやすくなります。**成形品の応力がかかりやすい領域では、この脆弱性が深刻な問題になります。
- 外観不良: ウェルド ラインは、成形品の表面に線、ノッチ、または色むらが発生する原因となります。**成形品の底面など、外観面で重要ではない部分に発生するウェルド ラインであれば、問題にならない場合があります。
この結果の使用法
成形条件およびウェルド ラインの位置を検討して、ウェルド ライン品質に問題がないかを判断します。ウェルド ラインとメルド ラインはできる限り防止する必要があります。特に、強度や高品質な表面仕上げが必要な領域には、ウェルド ラインが発生しないようにします。ウェルド ラインは、強度があまり重要でなく、外観が目立たない領域に移動します。ウェルド ラインを移動するには、充填パターンを変更してフロー フロントを別の位置で合流させます。
次のステップ
ウエルド ラインを移動するには次の操作を行います。
- 射出位置を変更する
- モデルの肉厚を変更する
ウェルド ラインの品質を改善するには:
樹脂温度または射出速度を上げる。これにより、フロー フロントが効果的に合流できるようになります。
射出位置を移動して、フロー フロントがより大きな会合角で合流するようにして、ウェルド ラインをメルド ラインにする。