곡면 검사 참조
이 기능은 익스텐션의 일부입니다. 익스텐션은 Fusion 의 추가 기능에 액세스할 수 있는 유연한 방법입니다. 자세히 알아보기.
검사 대화상자를 사용하여 곡면 검사 작업의 상세 정보를 지정할 수 있습니다.
제조 > 검사 > 프로빙 > 곡면 검사 ![]()
이 대화상자에는 다음과 같은 설정이 포함되어 있습니다.
도구
선택을 클릭하여 도구 선택 대화상자를 엽니다. 이 대화상자에서 프로브를 찾아 선택할 수 있습니다.
링크 피드 속도
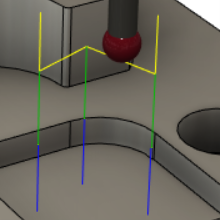
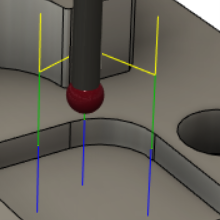
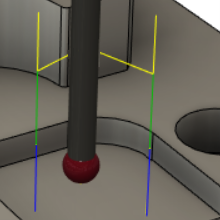
프로브가 부품에 닿기 전과 후에 수행되는 리드 이동 중 프로브의 속도를 정의합니다. 링크 이동은 캔버스에 노란색으로 표시됩니다.
리드인 피드 속도
프로브가 부품에 닿기 전과 후에 수행되는 리드 이동 중 프로브의 속도를 정의합니다. 리드 이동은 캔버스에 초록색으로 표시됩니다.
주: 리드인 피드 속도를 늘려도 측정 이동에는 영향을 주지 않으므로 측정값의 정확도는 변경되지 않습니다. 그러나 이 값은 기계의 가속도와 감속이 너무 높아 프로브가 트리거되는 경우 잘못된 트리거를 일으킬 수 있습니다.
측정 피드 속도
프로브가 부품에 닿는 측정 이동 중 프로브의 속도를 정의합니다. 측정 이동은 캔버스에 파란색으로 표시됩니다.
주: 최상의 정확도를 얻으려면 측정 피드 속도가 기계의 교정 피드 속도와 일치해야 합니다.
도구 방향
프로브 방향을 결정하는 옵션을 선택합니다.
위치
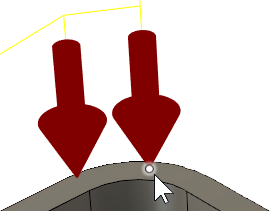
캔버스에서 CAD 모형의 위치를 클릭하여 프로빙할 접촉 점을 지정합니다. 모형에 화살표가 표시되고 해당 위치에 곡면 법선이 반영됩니다.
접촉 점을 재배치하려면 모형에서 해당 점을 클릭하여 끕니다.
접촉 점을 삭제하려면 Shift 키를 누른 채 모형에서 해당 점을 클릭합니다.
순서
지정된 접촉 점이 프로빙되는 순서를 선택할 수 있습니다.
점을 작성한 순서대로 프로빙할 수 있습니다. 또는 프로브가 X축과 Y축을 따라 이동하는 거리를 최소화하는 최적화된 순서를 선택합니다. 최적화된 순서를 선택하고 점을 작성, 위치 변경 또는 삭제하면 순서가 자동으로 업데이트됩니다.
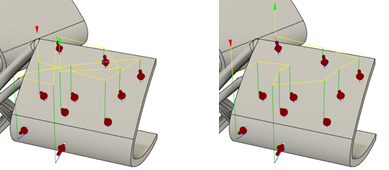
선택 사항별 순서(왼쪽) 및 XY 이동 최적화(오른쪽)의 예.
순서 반전
지정된 접촉 점이 프로빙되는 순서를 바꾸어 먼저 프로빙된 점을 대신 맨 마지막에 프로빙합니다.
곡면 간격띄우기
곡면 두께를 보정하기 위한 양수 또는 음수 값을 입력합니다. 간격띄우기는 프로빙된 점에서 곡면에 수직으로 적용되며, 양수 값은 프로브 방향입니다.
값이 0이면 곡면의 접촉 점을 측정합니다.
상한 공차 및 하한 공차
곡면 간격띄우기에서 측정된 접촉 점의 허용 가능한 편차 범위를 지정하는 양수 또는 음수 값을 입력합니다.
검사 결과를 가져올 때 공차 범위 밖에 있는 측정된 접촉 점은 공차를 벗어나는 것으로 간주되고 범위 내에 포함된 모든 점은 공차 범위 내에 있는 것으로 간주됩니다.
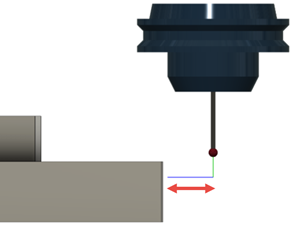
접근
측정 피드 속도에 프로브가 곡면에 접근하기 시작하는 곡면 법선으로부터의 거리를 지정하는 값을 입력합니다. 기본적으로 접근은 프로브 지름의 두 배입니다.
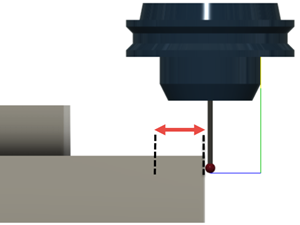
초과 이동
프로브가 예상 접촉 점 밖으로 이동하며 여전히 측정을 기록할 수 있는 최대 거리를 지정하는 값을 입력합니다.
이 거리 내에서 접촉이 이루어지지 않으면 프로브는 잘못된 측정을 반환합니다.
높이
프로브의 다른 높이입니다.
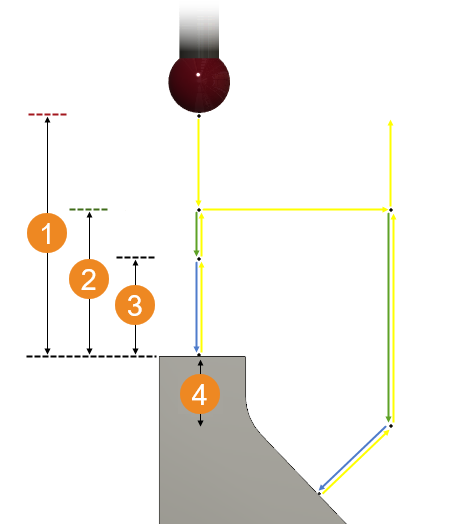
안전 높이
도구가 프로빙을 시작하면서 이동하는 첫 번째 높이와 프로세스 완료 후 복귀되는 지점입니다. 이 위치는 스톡, 모형, 다른 참조 또는 사용자가 선택한 위치를 참조하여 정의할 수 있습니다. 높이가 주황색으로 표시됩니다.
시작은 안전 높이에 대한 참조를 정의합니다.
- 이송 높이: 이송 높이에서의 증분 간격띄우기입니다.
- 모형 상단: 모형 상단에서의 증분 간격띄우기입니다.
- 모형 하단: 모형 하단에서의 증분 간격띄우기입니다.
- 선택: * 모형에서 선택한 *점(정점) *, *모서리 또는 면에서의 증분 간격띄우기입니다.
- 원점(절대): 특정 작업 내의 설정 또는 도구 방향에 정의된 원점에서의 절대 간격띄우기입니다.
간격띄우기는 시작 선택에 상대적인 이동입니다. 값을 입력하거나 캔버스에서 주황색 높이를 끕니다.
이송 높이
개별 접촉 점 프로빙 간에 사용되는 높이를 설정합니다. 높이는 진한 초록색으로 표시됩니다.
시작은 이송 높이에 대한 참조를 정의합니다.
- 안전 높이: 안전 높이에서의 증분 간격띄우기입니다.
- 모형 상단: 모형 상단에서의 증분 간격띄우기입니다.
- 모형 하단: 모형 하단에서의 증분 간격띄우기입니다.
- 선택: * 모형에서 선택한 *점(정점) *, *모서리 또는 면에서의 증분 간격띄우기입니다.
- 원점(절대): 특정 작업 내의 설정 또는 도구 방향에 정의된 원점에서의 절대 간격띄우기입니다.
간격띄우기는 시작 선택에 상대적인 이동입니다. 값을 입력하거나 캔버스에서 진한 초록색 높이를 끕니다.
위치 밖
사용으로 설정하면 측정한 접촉 점이 공차를 벗어날 경우 CNC 기계에 프로빙을 중지하도록 지시하고 제어기에 메시지를 표시합니다. 제어기의 곡면 검사 결과를 평가하면 실시간으로 검증할 수 있습니다.
선택취소하면 아무 작업도 수행되지 않습니다.
주: Fusion에서 검사 결과를 보려면 기계 생성 결과 파일을 가져와야 합니다.
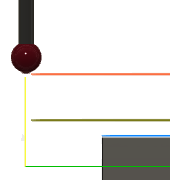
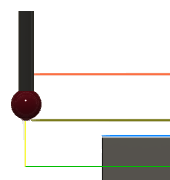
안전 높이 및 이송 높이, 접근 및 초과 이동 거리
 안전 높이
안전 높이
 이송 높이
이송 높이
 접근
접근
 초과 이동
초과 이동