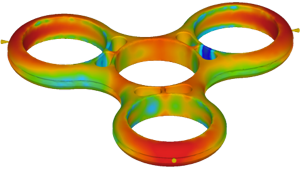
평균 온도(채우기의 끝) 결과
평균 온도(채우기의 끝) 결과는 채우기 단계 말단에서 부품 두께 전반의 평균 벌크 온도를 표시합니다.
고려할 사항
평균 온도(채우기의 끝)* 결과를 볼 때 다음에 유의하십시오.
- 핫 스폿. 일반적으로 게이트 주위에 있습니다.
- 정체 현상을 나타내는 콜드 스폿
- 재질이 과도하게 냉각되는지 확인하십시오.
이 결과 사용
고분자 유체 온도는 전체 사출 성형 사이클 동안 시간과 위치는 물론 두께에 따라서도 변합니다. 평균 온도(채우기의 끝) 결과는 평균 온도를 사용하여 두께 전반에서 이러한 모든 계수의 기여도를 나타냅니다. 평균 온도는 일정 시간 동안 특정 위치를 통해 전달되는 에너지를 표시합니다.
전형적으로 지속적인 유동(열 대류)이 있는 영역은 평균 온도가 높으며 이 영역에서 유동이 멈추면 이 온도가 급감합니다. 평균 온도가 부품의 얇은 영역에서 너무 낮은 경우 정체 현상이나 충전 부족이 일어날 수 있습니다. 용접 선이 있는 영역에서 평균 온도가 너무 낮은 경우 용접 선이 더욱 나쁘게 나타날 수 있습니다.
평균 온도가 너무 높은 영역에서는 재질 물성 저하와 곡면 결함이 발생할 수 있습니다. 이를 완화하려면 평균 온도가 사용하고 있는 고분자의 권장 성형 온도 범위 이내에 있도록 하십시오. 또한, 핫 스팟 근처의 부품 형상 재디자인이나 프로세스 조건의 변경을 고려할 수도 있습니다. 온도 편차는 또한 불균일 수축과 뒤틀림에 원인이 될 수 있습니다.
평균 온도(채우기의 끝) 결과를 솔리드화된 플라스틱(채우기의 끝) 결과와 함께 검토하십시오. 평균 온도가 재질 천이 온도 미만이고 동결 백분율이 25%를 초과하는 금형 단면은 적절히 보압되지 않아 수축 및 뒤틀림 문제로 이어질 수 있습니다.
다음 단계
다음 방법을 사용하여 에어 트랩을 방지할 수 있습니다.
온도가 너무 낮은 경우:
- 사출 시간을 줄입니다. 너무 짧으면 재질 품질이 저하될 수 있습니다.
- 용융 온도를 높입니다. 하지만 재질 제조업체에서 지정한 온도 한계를 벗어나지 않도록 합니다.
- 금형 온도를 높입니다. 이로 인해 주기 시간이 늘어날 수 있습니다.
- 모형을 수정합니다. 부품의 기능을 고려하여 영역 베어링의 두께를 늘립니다.
온도가 너무 높은 경우:
- 사출 시간을 늘립니다. 하지만 이 경우 정체 현상이 일어날 수 있습니다.