「翹曲指標,配向性影響」結果會亮顯零件的某些區域,及因配向性影響所致的平面外撓曲即將達到或超出指定標稱最大撓曲 (NMD) 值的區域。
三個翹曲形成因素的其中一個是,在與材料配向方向平行和互垂的方向,收縮量發生變化。
使用此結果
此出圖中顯示的顏色以下列評估標準為基礎。
| 顏色 (評估) | 說明 |
|---|---|
| 綠色 (低) | 平面外撓曲小於指定 NMD 值的 80%。配向性影響的比重對翹曲而言較低。 |
| 黃色 (中) | 平面外撓曲介於指定 NMD 值的 80% 與 120% 之間。配向性影響的比重對翹曲而言較明顯。您應該考慮採取適當措施以減少此區域中的配向。 |
| 紅色 (高) | 平面外撓曲大於指定 NMD 的 120%。配向性影響是翹曲的關鍵形成因素,需要採取修正措施。 |
檢查事項
配向是因材料剪切與凝固共同影響所致。如下圖所示,此類型的收縮會產生與差異收縮所致翹曲相似的翹曲。
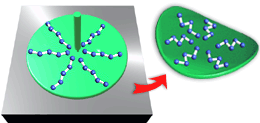
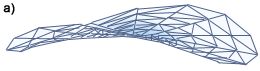
下圖 (a) 展示當平行收縮大於垂直收縮時發生的翹曲。下圖 (b) 展示當垂直收縮高於平行收縮時發生的翹曲,這叫做圓頂狀。
除材料的選擇外,還有三種影響配向的主要方式:
- 變更成型條件
- 變更澆口位置
- 變更零件厚度
- 變更成型條件
-
變更成型條件 (例如模具溫度、熔膠溫度與射出速度) 也許能夠減少配向。這是花費最少的解決方法,因為此方法不需要變更零件或模具。
- 變更澆口位置
-
如果變更成型條件無法充分降低配向性影響,您可以變更澆口類型或位置,或者改變零件厚度。也可以嘗試對澆口進行其他變更,例如使用末端澆口、扇形澆口或多個澆口。假設模具尚未切割,這些解決方法將不會明顯改變簡單零件的幾何圖形。變更澆口位置將不會改變零件的設計規格,不過對於幾何圖形較複雜及厚度有變化的零件而言,這可能是比較簡單的一種解決方法。進行必要變更,然後重新分析零件。您可以反覆執行此程序,直到配向程度令人滿意為止。
- 變更零件厚度
-
如果您覺得變更壁厚能夠降低零件的配向性影響,您可以改變壁厚,然後重新分析修改後的零件模型。您可以反覆執行此程序,直到差異收縮程度令人滿意為止。