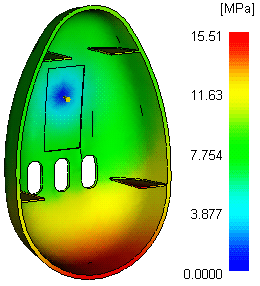
「壓降」結果會使用一系列顏色來表示壓降最高到壓降最低的區域。此結果會指出充填零件不同區域所需的壓力。
如下圖所示,模型上每個位置的顏色表示充填模型上的該位置時,從射出位置到該位置的壓降,即強制材料流入該點所需的壓力。
使用此結果
「壓降」結果是用來確定「可充填度」結果的一個因素。如果壓降大於目前值的 80% (目前值為在「分析精靈」的「製程設定」頁中針對「最大機器射壓」所設定),則可能會導致產生黃色可充填度。當壓降達到目前「壓力限制」設定的 100% 時,此區域的「可充填度」結果為紅色。
如果「最大射壓限制」的預設值 180 MPa 大於成型機的實際容量,「可充填度」結果將會比實際預期的好。某些成型機可在壓力高達 200 MPa 的情況下射出材料,因此瞭解要用於生產的典型機器的效能可協助您確定「壓降」結果可行性。
註: 高壓降也可表示在充填零件的特定區域時會發生遲滯或其他一些困難。
檢查事項
您可使用以下方式來改善此結果:
- 增加最大射壓以改善「可充填度」。
- 移動聚合物射出位置,使其更靠近問題區域,或加入其他射出點來改善充填零件所有區域的可能性。
- 改變零件的幾何圖形;複雜且精細的幾何圖形會導致充填困難,因為其需要高射壓以完成充填。
- 選取具有更高熔膠流速的不同材料,可使充填零件所需要的射壓較低。
- 增加熔膠溫度以降低熔膠的黏度,並使熔膠能夠更輕鬆地流入模具。
註: 「可充填度」由壓降與熔膠溫度所決定。您可能需要在取得可接受的「可充填度」結果之前,調整這兩個製程條件。