Da jedes Formteil anders ist, gibt es keine speziellen Regeln zur Festlegung der Anzahl von Polymer-Anspritzpunkten. Es müssen jedoch einige generelle Faktoren berücksichtigt werden.
Länge des Schmelzeflusses
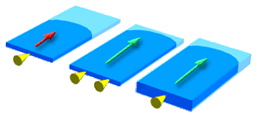
Die Länge des Schmelzeflusses bezieht sich darauf, wie weit das Polymer vom Anspritzpunkt aus fließen muss. Im Allgemeinen sind, wie im nachfolgenden Diagramm dargestellt, bei dickwandigeren Formteilen die Fließwege länger als bei dünnwandigen Formteilen, da die Schmelze in dickwandigeren Bereichen besser fließen kann.
Die Fließeigenschaften des Kunststoffmaterials beeinflussen, wie weit ein Material für eine bestimmte Dicke fließen muss. Je kürzer die Länge des Schmelzflusses, desto mehr Anschnitte werden benötigt, um das Formteil zu füllen. Jedes Material hat seine eigene Fließweglänge. Die Materialdatenblätter der Lieferanten enthalten Informationen über die Fließweglängen, die von den Materialien bei unterschiedlichen Wanddicken erreichbar sind.
Üblicherweise brauchen sehr große Formteile, dünnwandigere Formteile und Materialien mit höherer Viskosität mehr Anschnitte zum Füllen des Formteiles.
Formteilvolumen
Im Allgemeinen sind für Formteile mit größerem Volumen mehr Anspritzpunkte erforderlich, damit sie richtig gefüllt werden.
Festlegen der korrekten Anzahl an Anspritzpunkten
Versuchen Sie es zuerst mit einem einzelnen Anschnitt in der Mitte des Werkzeugs und prüfen Sie, ob alle Fließwege in nahezu der gleichen Zeit gefüllt werden.
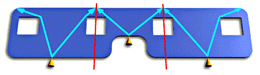
Wenn dieses Kriterium mit einem einzelnen Anschnitt nicht erfüllt werden kann, versuchen Sie es mit mehreren Anschnitten. Stellen Sie sich das Werkzeug unterteilt in mehrere Unterwerkzeuge vor, mit einem Anschnitt in der Mitte jedes Unterwerkzeugs oder in der Mitte einer Seite der Unterwerkzeuge. Die Maße des Angusssystems sollten, wie im Diagramm dargestellt, so festgelegt werden, dass jedes Unterwerkzeug im nahezu gleichen Zeitraum gefüllt wird.
Die Anschnitte sollten so positioniert werden, dass sich gleichmäßige und akzeptable Schwindungswerte für das Formteil ergeben. Gibt es dicke und dünne Bereiche, sollte der Anschnitt näher an dicke Bereiche gelegt werden. Hierdurch wird eine unzureichende Verdichtung aufgrund von vorzeitigem Materialerstarren zwischen Anschnitt und dickerer Bereiche verhindert.