Die Einspritzzeit ist die Zeit, während der sich das Werkzeug vollständig füllt.
Wenn Sie eine Füll- und Nachdruckanalysereihenfolge festlegen, können Sie die Software so einstellen, dass diese die Maschineneinspritzzeit entweder automatisch oder auf Grundlage eines durch den Benutzer vorgegebenen Wertes berechnet. Standardmäßig wird die Einspritzzeit automatisch berechnet.
 () aus. Im Abschnitt Maschineneinspritzzeit aktivieren Sie entweder das Kontrollkästchen Automatische Einspritzzeit, so dass die Software die Einspritzzeit automatisch berechnet, oder Sie deaktivieren das Kontrollkästchen und geben einen numerischen Wert als Einspritzzeit ein.
() aus. Im Abschnitt Maschineneinspritzzeit aktivieren Sie entweder das Kontrollkästchen Automatische Einspritzzeit, so dass die Software die Einspritzzeit automatisch berechnet, oder Sie deaktivieren das Kontrollkästchen und geben einen numerischen Wert als Einspritzzeit ein. Automatische Einspritzzeit
Wenn Sie die Einspritzzeit auf "Automatisch" stellen, sucht die Analyse nach der Einspritzzeit, die zum geringsten Einspritzdruck führt. Das folgende Diagramm zeigt das Ergebnis von neun Analysen mit demselben Formteil. Die blauen Punkte stellen die Analysen dar, bei denen die Einspritzzeit auf einen bestimmten Wert eingestellt war. Der rote Punkt stellt die Analyse dar, bei der das Kontrollkästchen Automatische Einspritzzeit aktiviert wurde und zeigt den niedrigsten Einspritzdruck an, der für das Formteil möglich ist.
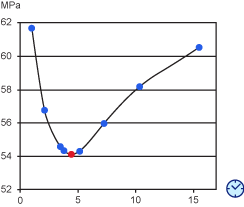
Einspritzdruck als Funktion der Zeit
Die Änderung des Einspritzdruckes gegenüber der Einspritzzeit resultiert aus zwei Einflüssen. Erstens fällt der Druck, der zum Durchspritzen des geschmolzenen Kunststoffes durch das Formteil erforderlich ist, mit steigender Einspritzzeit. Zweitens fällt die Polymertemperatur mit steigender Einspritzzeit, da im Werkzeug eine Wärmeübertragung stattfindet, was zu einem Anstieg der Viskosität und der Stärke der erstarrten Schicht und somit zu einem Anstieg des Einspritzdruckes führt.
Vorgegebene Einspritzzeit
Wenn eine vorgegebene Einspritzzeit eingegeben wird, wird in der Übersicht eine Ist-Einspritzzeit aufgeführt, die leicht über dem eingegebenen Wert liegt. Die zusätzliche Zeit dient der Berücksichtigung der Materialkompressibilität.