Unter unbalanciertem Füllen versteht man das vollständige Füllen einiger Fließwege im Werkzeug, während andere Fließwege noch nicht gefüllt sind.
Ein unbalanciertes Füllen kann Ursache vieler Verarbeitungsprobleme sein. Dazu zählen Gratbildung, unvollständig gefüllte Formteile, lange Zykluszeit, Dichteunterschiede im Formteil, Verzug, Lufteinschlüsse und zusätzliche Bindenähte.
Der Schmelzefluss ist balanciert, wenn alle Enden des Werkzeugs gleichzeitig gefüllt werden.
Um ein unbalanciertes Füllen festzustellen, müssen die verschiedenen Fließwege im Werkzeug betrachtet werden. Fließwege sind die unterschiedlichen Wege, die der Kunststoff innerhalb der Kavität nimmt.
Das folgende Formteil enthält drei Haupt-Fließwege (als rote Pfeile dargestellt).
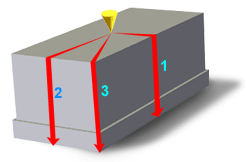
Jeder Fließweg hat eine andere Länge. Bei gleichförmiger Dicke des Formteils wird Fließweg 1 zuerst gefüllt, gefolgt von Fließweg 2 und dann Fließweg 3.
Zur Feststellung, ob ein unbalancierter Fluss vorliegt, verwenden Sie entweder die Füllvorschau oder das Füllzeitergebnis.
Abhilfe
Durch Ändern der Dicke in Bereichen des Formteils kann der Schmelzefluss in bestimmten Richtungen beschleunigt oder verlangsamt werden und so zu einem balancierten Füllen beitragen. Im obigen Diagramm besteht die Lösung im Variieren der Formteildicke und im Erstellen von Fließhilfen und –bremsen. Die richtige Lösung lautet: Reduzieren des Querschnitts von Fließweg 1 und Erhöhen des Querschnitts von Fließweg 3. Diese Dickenunterschiede werden als Fließhilfen oder Fließbremsen bezeichnet.
Bei anderen Beispielen muss oft die Lage des Anspritzpunkts oder die Anzahl der Anspritzpunkte berücksichtigt werden.
Wenn Sie beispielsweise einen einzigen Anspritzpunkt wählen, durch den einige Fließwege drei- oder viermal länger als andere sind, ist ein balanciertes Füllen nahezu unmöglich. Versuchen Sie, den Anspritzpunkt so zu verlegen, dass sich in etwa gleichlange Fließwege ergeben. Alternativ dazu können Sie die Kavität in kleinere, besser überschaubare Abschnitte unterteilen. Wählen Sie dann mehrere Anspritzpunkte, und zwar jeweils einen pro Teilabschnitt.
Balancieren Sie bei einem Mehrkavitäten-Formteil zuerst die Fließwege in den einzelnen Kavitäten. Verändern Sie dann die Angusskanalabmessungen, um sicherzustellen, dass
-
alle Kavitäten in etwa gleichzeitig und mit gleichem Druck gefüllt werden;
-
Die Temperaturverteilung in jeder Kavität am Ende der Füllung gleichmäßig ist, so dass von einer einheitlichen Schwindung und einer annehmbaren Bindenahtqualität ausgegangen werden kann;
-
die Scherspannung in jeder Kavität (die Angusskanäle können ignoriert werden) unter dem Grenzwert liegt, der für das ausgewählte Material empfohlen wird.