Um sicherzustellen, dass das Kunststoffteil nach ausreichender Abkühlung aus dem Werkzeug ausgeworfen werden kann, müssen einige Werkzeugoberflächen abgeschrägt werden.
Werkzeugwände ohne Entformungsschräge
Die Werkzeugwände im folgenden Diagramm, die rot markiert sind, verfügen über keine Entformungsschräge. Wenn das fertige Formteil mittels der Auswerferstifte aus dem Werkzeug gedrückt wird, muss die Reibung zwischen der Werkzeugwand und dem Formteil mit entsprechendem Kraftaufwand überwunden werden.
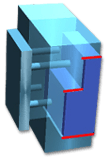
Wie in der folgenden Animation dargestellt, wirkt der Reibungswiderstand bei Werkzeugwänden ohne Entformungsschräge durch die gesamte Auswurfphase. Bei Kunststoffteilen ohne Entformungsschrägen besteht die Gefahr, dass sie überhaupt nicht aus der Form gedrückt werden können. Auch wenn das Formteil ausgeworfen wird, kann die Oberfläche während des Prozesses zerkratzt werden, wodurch das Formteil aufgrund seiner Optik als Ausschuss zu bewerten ist.
Werkzeugwände mit Entformungsschräge
Die Werkzeugwände im folgenden Diagramm, die rot markiert sind, verfügen über eine Entformungsschräge.
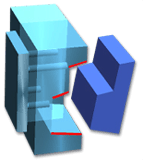
Wie in der folgenden Animation dargestellt, gibt es beim Auswerfen des Formteils einen anfänglichen, reibungsbedingten Widerstand, der anschließend, wenn sich das Formteil bewegt, auf null reduziert. Je nach Oberflächenbeschaffenheit des Formteils, kann dieses bei Entformungsschrägen zwischen 1,5° für Hochglanzoberflächen und bis zu 6° - 8° für lederähnliche Oberflächen leicht ausgeworfen werden.