Geschmolzener Kunststoff fließt bevorzugt durch dickere Abschnitte von Werkzeugen. Allerdings können bereits kleine Änderungen an der Formteilgeometrie die Balancierung des Flusses unterstützen.
Fließhilfen und Fließbremsen
Unter Fließhilfen versteht man das Vergrößern der Wanddicke des Fließweges, damit die Schmelzegeschwindigkeit in diesem Bereich erhöht wird.
Unter Fließbremse versteht man das Reduzieren der Wanddicke des Fließweges, damit die Schmelzegeschwindigkeit in diesem Bereich verringert wird.
Fließhilfen und Fließbremsen können verwendet werden, um sicherzustellen, dass alle Fließwege in der Kavität gleichzeitig gefüllt werden und so ein balanciertes Füllen erreicht wird. Häufig ergeben sich aus einem fertigungstechnisch günstigen Anspritzpunkt keine gleichlangen Fließwege. Verwendet man mehrere Anspritzpunkte, können unerwünschte Bindenähte entstehen. Ein Ändern der Wanddicken im Rahmen der Konstruktionsvorgaben ist dann die beste Methode, ein balanciertes Füllen zu erzielen.
Im folgenden Diagramm demonstriert eine quadratischen Platte mit einheitlicher Dicke und einer Polymeranspritzsstelle in der Mitte den Fluss. Das Formteil auf der linken Seite zeigt ein radiales Fließmuster mit unbalancierter Füllung, wodurch Bereiche verursacht werden, die früh gefüllt und überladen werden. Hierdurch kommt es zu Verformung. Bei dem Formteil auf der rechten Seite wurde die Dicke der Platte von der Mitte zu den Ecken des Teils hin vergrößert, sodass der Strömungswiderstand in dieser Richtung abnimmt.
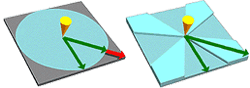
In der folgenden Animation ist zu erkennen, wie durch Änderung der Dicke in einigen Bereichen des Teils ein ausgeglicheneres Fließmuster erreicht werden kann. Die Fließhilfen und -bremsen erstellen ein Fließmuster, das dem balancierten Fluss näher ist. Außderdem können zusätzliche Feinheiten zur weiteren Balancierung des Flusses hinzugefügt werden.
- Wenn möglich, sollten Fließbremsen statt Fließhilfen verwendet werden, da sich hierdurch letztlich das Formteilgewicht minimiert.
- Schwindung ist eine Funktion der Dicke. Daher müssen die Auswirkungen, die Änderungen an der Dicke auf Verzug haben können, stets berücksichtigt werden.