Algunas superficies del molde deben ser cónicas para que la pieza de plástico pueda expulsarse del molde una vez que se haya enfriado lo suficiente.
Paredes de molde no cónicas
Las paredes del molde que se muestra en el siguiente diagrama, marcadas en rojo, no son cónicas. Cuando los expulsores empujan la pieza del molde, la fuerza aplicada debe superar la fricción entre la pared del molde y la pieza de plástico.
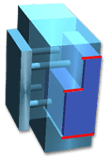
Como se muestra en la siguiente animación, cuando las paredes del molde no son cónicas, la resistencia a la fricción se mantiene durante todo el proceso de expulsión. Puede resultar imposible expulsar del molde las piezas de plástico que no tienen paredes cónicas. Aunque la pieza se expulse, la superficie puede rayarse en el proceso y, en consecuencia, resultar visualmente inaceptable.
Paredes de molde cónicas
Las paredes del molde que se muestra en el siguiente diagrama, marcadas en rojo, son cónicas.
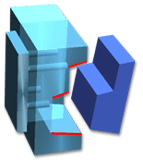
Como se muestra en la siguiente animación, cuando los expulsores empujan la pieza del molde, hay una resistencia inicial provocada por la fricción, que se reduce a cero cuando la pieza está en movimiento. En función del acabado de la superficie de la pieza, un ángulo de desmoldeo de alrededor de 1,5 º para superficies muy pulidas y de 6 º a 8 º para superficies de piel permitirá que la pieza se expulse fácilmente del molde.