Dans cette section, vous allez procéder à une simulation de remplissage de pièce, qui prévoit l'écoulement du plastique fondu à l'intérieur du moule durant le processus de remplissage.
Pour ce faire, on calcule le front d'écoulement qui augmente de façon incrémentielle au travers de la pièce à partir de l'emplacement d'injection. La simulation se poursuit jusqu'à ce que le point de commutation vitesse/pression ait été atteint. Deux types de simulation de remplissage sont disponibles : l'analyse de remplissage de pièce évalue les pièces individuelles et l'analyse de remplissage du moule évalue la conception de moule dans son intégralité, y compris le système d'alimentation. Avant d'exécuter une analyse de remplissage de pièce, vous devez définir la matière et les paramètres de traitement de la pièce et avoir placé au moins un point d'injection.
- Sur le ruban, cliquez sur l'onglet Noyau/Empreinte > le groupe de fonctions Pièce en plastique > Analyse de remplissage de pièce
 .
. - Cliquez sur Démarrer dans la boîte de dialogue Analyse de remplissage de la pièce.
- Cliquez sur OK dans la boîte de dialogue Il existe des résultats d'analyse.
- Consultez la boîte de dialogue Résumé.
Le haut de la boîte de dialogue Résumé indique que la pièce peut être remplie facilement, mais que la qualité de la pièce n'est peut-être pas acceptable. Cette information vous indique que vous devez consulter le tracé de prédiction de la qualité, déterminer l'ampleur des problèmes de qualité et vérifier si les emplacements de ces problèmes sont critiques pour la performance de la pièce. Vous pouvez afficher des analyses de remplissage supplémentaires pour déterminer si les modifications des variables, telles que les paramètres de traitement, l'emplacement du point d'injection et la matière peuvent améliorer les résultats.
- Cliquez sur Annuler pour fermer la boîte de dialogue Résumé.
- Cliquez avec le bouton droit sur la fenêtre du modèle, puis cliquez sur Vue de début pour rétablir l'orientation par défaut du modèle.
- Dans le navigateur Mold Design, développez les noeuds MobileTopComplete > Résultats > Remplissage. Six résultats ont été générés : Durée de remplissage, Flux de plastique, Confiance de remplissage, Prédiction de la qualité, Emprisonnements d'air et Lignes de soudure.
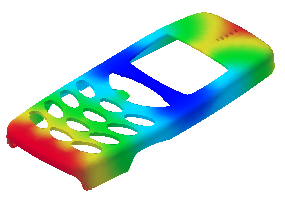
- Cliquez deux fois sur le nœud Durée de remplissage. Le modèle s'affiche comme illustré dans l'image suivante.
- Cliquez avec le bouton droit de la souris sur les noeuds Emprisonnements d'air et Lignes de soudure dans le navigateur et activez Superposer dans le menu contextuel. L'affichage du temps de remplissage inclut désormais les emprisonnements d'air et les lignes de soudure comme illustré dans l'image suivante.
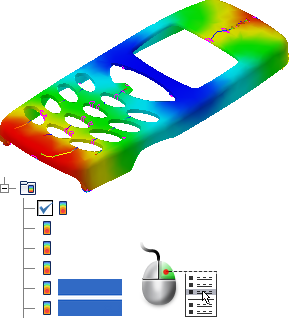
- Vous pouvez activer chacun de ces noeuds séparément ou ensemble pour visualiser le modèle. Cliquez avec le bouton droit de la souris sur les noeuds Emprisonnements d'air et Lignes de soudure dans le navigateur et désactivez la sélection de Superposer.
- A l'aide de la légende des contours des couleurs, examinez la répartition des couleurs sur le modèle, chacune indiquant la durée de remplissage de chaque zone.
Le résultat de l'analyse de la durée de remplissage indique la position du front d'écoulement à intervalles réguliers à mesure que l'empreinte se remplit. Les différentes couleurs représentent les pièces du moule qui sont remplies simultanément. Au début de l'injection, le front d'écoulement est représenté en bleu foncé. Les dernières zones à remplir sont représentées en rouge. Les zones non colorées indiquent des parties non remplies, c'est-à-dire que la pièce est incomplète.
L'espacement entre les lignes de contour ou la largeur des bandes de couleur indiquent la vitesse d'écoulement. La durée entre chaque ligne ou bande étant la même, plus les lignes ou bandes sont écartées, plus le front d'écoulement se déplace rapidement. Une pièce dont le résultat de durée de remplissage est correct indique une structure d'écoulement équilibrée. Ce qui suit s'applique également :
- Toutes les trajectoires d'écoulement se terminent en même temps. Les fronts d'écoulement doivent atteindre les extrémités du modèle simultanément et chaque trajectoire d'écoulement doit se terminer par des contours rouges. Si une trajectoire d'écoulement se termine avant les autres, cela peut indiquer un surcompactage.
- Les contours sont espacés régulièrement. L'espacement indique la vitesse d'écoulement du plastique fondu. Des contours très écartés indiquent un flux rapide. Des contours étroits indiquent que la pièce se remplit lentement. Des contours très rapprochés indiquent une hésitation.
Dans ce didacticiel, l'emplacement central du point d'injection fournit une structure de remplissage presque équilibrée. Le front d'écoulement atteint le sommet de la pièce un peu avant la base. La vitesse d'écoulement est élevée près du point d'injection et relativement élevée en bas de la pièce (en dessous du clavier). La vitesse est élevée dans ces zones car le front d'écoulement n'est pas très large comparé au reste de la pièce. Les zones dans laquelle la vitesse est élevée subissent généralement un cisaillement plus élevé.
- Dans le navigateur Mold Design, cliquez deux fois sur le nœud Prédiction de la qualité. Le modèle s'affiche comme illustré dans l'image suivante.
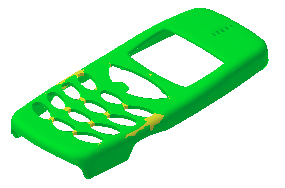
Le résultat de la prédiction de la qualité estime la qualité attendue de l'apparence de la pièce, ainsi que ses propriétés mécaniques. Les prédictions de qualité qui s'affichent sont basées sur l'échelle suivante :
- le vert indique une qualité élevée ;
- le jaune indique qu'il peut y avoir des problèmes de qualité ;
- le rouge indique qu'il y a des problèmes de qualité.
Ce modèle est quasiment entièrement affiché en vert, ce qui indique une qualité élevée. Les zones en jaune indiquent des problèmes de qualité potentiels qui doivent être examinés. Aucune de ces zones n'indique de problèmes de qualité importants.