射出位置の配置は、材料配向と成形品の反りの大きな影響を与えます。
射出位置の変更のみが、配向の影響を制御して適切な設計を実現できる唯一の方法である場合があります。
それぞれの射出位置では、同じ圧力で樹脂が射出されます。通常、この圧力は充填完了時のスパイクが発生しない限り、射出中直線的に増加します。適切なゲートを設定する目的は、収縮差や完成品のキャビティへの固着など、過充填に関連する問題の発生を防止することです。
設計基準
- 中央にゲートを設けて、流動長が均等になるようにする
-
中央に設けられたゲートは、通常、成形品のすべての末端まで均等な流動長を実現します。これにより、すべての方向においてより均一な保圧が行われ、収縮のばらつきは少なくなります。その結果、成形品の品質は向上し、不良品発生率は低下します。
- ゲートを左右対称に設けて、反りを防止する
-
左右対称な成形品では、左右対称なゲートを設けて、バランスの良い流動を実現し、収縮の差異に伴う成形品の反りを防止します。
- 厚肉部分にゲートを設けて、充填と保圧がより適切に行われるようにする
-
成形品の厚肉部分(できれば、成形品の機能と外観が損なわれない場所)に、射出位置を配置します。これにより、材料は肉厚が最も厚い部分から最も薄い部分に流れ、フロー パスと保圧パスを維持することができます。薄肉部にゲートを設けると、ためらい、またはヒケとボイドが発生する可能性があります。
次のアニメーションは、薄肉部を通過する樹脂の縮流により、流動の問題が発生していることを示しています。
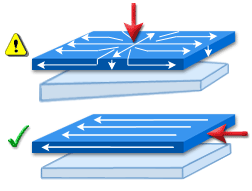
- 細長い成形品では端部にゲートを設けて、均一な流動を実現する
-
細長い成形品でゲートを中央に設けると、ゲート周辺での保圧、および成形品全体にわたる分子または繊維配向の差異により、収縮の差異が生じ、成形品の反りにつながります。長い成形品の一方の端にゲートを設けると、長さ方向における分子および繊維配向が均一になります。ゲート端は、他方端よりも保圧が高くなりますが、その結果生じる収縮の差異による反りは発生しません。
下図は最適な射出位置を示しています。
- 耐荷重領域から離れた場所にゲートを配置する
-
ゲートでは、材料が高い溶融圧力で高速に流れるため、その領域に高い応力が生じます。そのため、耐荷重領域からは離れた場所にゲートを配置する必要があります。
- ゲート跡を隠す
-
ゲート カットすると、成形品に跡が残り、外観不良品となることもあります。ゲート跡を隠せる場所、または目立たないようにできる場所にゲートを配置します。
- ベントを適切に配置して、エアー トラップを防止する
-
ゲート位置は、射出中にキャビティ内に存在する空気を排気し、エアー トラップの発生を防止する位置であることが必要です。空気を排気できないと、ショート ショットや成形における焼けが発生したり、ゲート周辺で充填度および保圧が高くなったりします。
- ウェルド ラインが適切な位置に発生し、高い強度を持つようにゲートを設ける
-
ウェルド ラインおよびメルド ラインが発生する場合は、成形品の機能、外部荷重、または外観上の問題が発生しないように、ゲートの位置を考慮します。適切なウェルド ラインが確保されるように、充填過程の初め、または圧力の高い領域でウェルドラインが形成されるように、ゲートを配置します。
- 複数のゲートを設けて、流動長を短くする
-
ゲートを追加して、フロー パスが、肉厚、距離、およびプ成形条件に対し流動限界を超えないようにしてください。各ゲートは、同じ流速および流量になるようにする必要があります。