反りインジケータ、収縮差結果では、収縮差に起因する面外変形が、指定された最大基準変位量(NMD)に近い、またはこの値を超えている成形品内の領域が強調表示されます。
反りが発生する 3 つの要因の 1 つは、成形品内の領域ごとの収縮差です。
この結果の使用法
このプロットに表示される色は、次の評価基準に基づいています。
| 色(評価) | 説明 |
|---|---|
| 緑色(小) | 面外変位量は、指定された NMD の 80% 未満。反りに対する収縮差の影響は小さい。 |
| 黄色(中) | 面外変位量は、指定された NMD の 80%~120%。反りに対する収縮差の影響は大きい。この領域における配向の影響の低減対策の検討が必要。 |
| 赤色(大) | 面外変位量は、指定された NMD の 120% を超えてる。収縮差が反りの主要因であるため、修正処置が必要。 |
確認事項
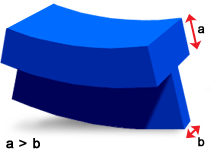
収縮差は多くの場合、結晶含有量と体積収縮の変化により発生します。下図は、厚肉部に取り付けられた薄肉のリブを示しています。通常、上面の冷却速度は薄肉セクションの冷却速度より遅くなります。上面は結晶含有量が多いため、収縮が大きく、下図のような反りが発生します。
下図 (a) は、中心にゲートを設けたディスクでゲート周辺の収縮率が大きい場合の反り形状 (鞍形状) を示しています。逆に、ディスクの外側部分の反りが大きい場合、ディスクは下図(b)のような半球形に変形することがあります。
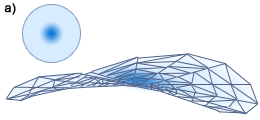
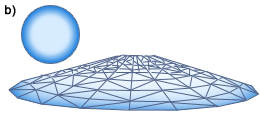
= 収縮が大きい
収縮差効果を制御する主な方法には、次の 3 つがあります。
配向の影響を低減した後は、ゲート位置や成形品の肉厚などの変更によって、収縮差が元の成形品モデルで見られた収縮差とかなり異なる可能性があります。
- 保圧プロファイルの使用
- 成形品肉厚変化の低減
- 金型インサートの使用
- 保圧プロファイルの使用
-
収縮差を低減する必要がある場合、最初に検討すべき方法は保圧プロファイルを使用することです。この方法は成形機の反応時間に依存するため、薄肉の成形品や形状が複雑な成形品の場合は、その効果が低下する可能性があります。保圧プロファイルを使用した反りの低減方法の利点は、成形品の設計仕様を変更する必要がないことです。
- 成形品肉厚変化の低減
-
肉厚の変更により、成形品の収縮差を低減することを選択した場合は、肉厚を変更し、変更後の成形品モデルを再び解析します。収縮差が許容レベルになるまで、この操作を繰り返し実行します。
- 金型インサートの使用
-
収縮差を低減するための最後の方法は、金型インサートを使用して、冷却速度の変化に起因する収縮差を低減することです。金型インサート解析は Autodesk Simulation Moldflow Insight のみで実行できます。