フロー マークとは、ゲート付近に円形の波紋が現れる、表面の不良です。
類似したレコード縞状の不良は、流動の末端または端部近くに、小さな指紋状の縞模様として現れます。

原因
-
ゲート付近での材料の固化。低い樹脂温度や金型温度および低い射出速度が原因で、キャビティに低温の材料が流入します。これにより、部分的に固化した材料は、フロー パターンとして現れる。
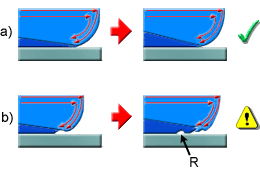
低温により発生するレコード縞
.a レコード縞が発生しない通常のファウンテン フロー、b レコード縞(R)が発生するファウンテン フロー。
-
不十分な保圧。ゲートが早期に固化したり、保圧が低いと、キャビティが適切に保圧されないことがある。この場合、ゲート付近の樹脂はフローマークを残したまま固化する。
対策
-
コールド スラグ ウェルの最適化。充填過程で低温樹脂をためるコールド スラグ ウェルをランナー システムに設置する。通常、コールド スラグ ウェルは、ランナーの直径と同じ長さが適切である。
-
ランナー システムの最適化。流路が制限された(狭い)ランナー システムは、早期のゲート固化が発生することがある。ただし、せん断熱が増加し、樹脂の流動性がよくなる場合がある。
-
金型温度と樹脂温度の上昇
-
保圧の最適化
ある問題を解決すると、射出成形プロセス上の別の問題を引き起こすことがよくあります。このため、金型設計仕様を総合的に考慮して対策を行なう必要があります。
注: 上記のような設計変更は、ライセンスのある Autodesk Simulation Moldflow Adviser または Autodesk Simulation Moldflow Insight 製品を使用した場合にのみ実行可能です。