ジェッティングは、溶融樹脂が、ノズル、ランナー、ゲートなどの流動が制限される領域を通り、厚肉の開放領域に、金型壁面と接触することなく、高速で押し出されるときに発生します。
この屈曲した蛇行流動によって樹脂が折り重なる接触点を形成し、小規模な「ウェルド」が発生します。""

ジェッティング
ジェッティングは、成形品強度の低下、外観不良、および多様な内部不良を引き起こします。
原因
-
過剰な射出速度
-
不適切なゲート位置。樹脂が金型に接触しないと、ジェッティングが発生する可能性がある。
-
不適切なホットランナーシステム設計
対策
-
ゲート設計と位置の最適化。樹脂が金属表面に接触するようにゲート位置を変更するか、オーバーラップ ゲートまたはサブマリン ゲートを使用する。
タブ ゲートまたはファン ゲートを使用して、樹脂の速度を遅くし、徐々に拡散する流動領域を作る。これにより、樹脂のせん断応力とせん断速度が低下する。
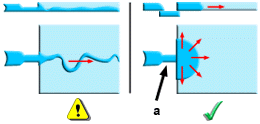
ジェッティングを最小化するオーバーラップ ゲート
.a オーバーラップ ゲート
-
ラム速度プロファイルの最適化。メルト フロント速度が最初、樹脂がゲートを通過するときには遅く、拡散流になったら速くなるように、ラム速度プロファイルを最適化する。
ある問題を解決すると、射出成形プロセス上の別の問題を引き起こすことがよくあります。このため、金型設計仕様を総合的に考慮して対策を行なう必要があります。
注: 上記のような設計変更は、ライセンスのある Autodesk Simulation Moldflow Adviser または Autodesk Simulation Moldflow Insight 製品を使用した場合にのみ実行可能です。