充填中のラム移動を自動計算する、または移動プロファイルを定義することができます。ラム移動を定義するために選択できる変数は、モデルおよび射出成形機の型によって異なり、さまざまな入力方法を選択できます。
絶対充填プロファイルでは、0mm のラム位置は、射出完了時のスクリュー位置に相当します。ラム位置を使用するプロファイルは、可塑化後、次のショット開始準備ができているときのスクリュー位置から入力します。スクリューは後退できないため、ラム位置値は 1 つのステップから次のステップへ増加することはできません。
注: 絶対プロファイル ステップのゼロまたは負の速度値は無視されます。
下表と関連するグラフは、さまざまな充填プロファイルを実現するために必要な値の例を示しています。これらの例では、一定プロファイルと線形プロファイルの両方を使用しています。一定プロファイルを入力するには、継続時間に 0 秒のステップを入力する必要があります。
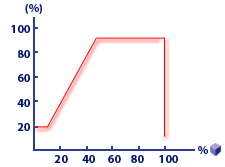
相対充填プロファイル: 流量パーセンテージ VS 射出体積パーセンテージ
射出体積 100 パーセントとは成形品が完全に充填していることを示し、射出体積 0 パーセントとは射出がまだ開始していないことを示します。
| 射出体積% | 流量% |
|---|---|
| 0 | 20 |
| 10 | 20 |
| 50 | 90 |
| 100 | 90 |
| 100 | 10 |
相対充填プロファイル: ラム速度パーセンテージ VS ストローク パーセンテージ
ストローク 100 パーセントとは可塑化後に次のショット開始準備が完了しているときのスクリュー位置を指し、ストローク 0 パーセントとは射出完了時のスクリュー位置を指します。スクリューは後退できないため、ストローク パーセンテージ値は降順で入力する必要があります。
| ストローク% | ラム速度% |
|---|---|
| 100 | 30 |
| 80 | 30 |
| 80 | 50 |
| 50 | 50 |
| 50 | 80 |
| 40 | 80 |
| 0 | 30 |
絶対充填プロファイル: ラム速度 VS ラム位置
次の例では、任意の開始ラム位置の値 110 mm が使用されています。
| ラム位置 (mm) | ラム速度 (mm/s) |
|---|---|
| 110 | 10 |
| 80 | 10 |
| 80 | 20 |
| 50 | 20 |
| 50 | 30 |
| 40 | 30 |
| 0 | 10 |
絶対充填プロファイル: 流量 VS ラム位置
次の例では、任意の開始ラム位置の値 110 mm が使用されています。
| ラム位置 (mm) | 流量 (cm^3/s) |
|---|---|
| 110 | 1000 |
| 90 | 2200 |
| 60 | 2500 |
| 20 | 2500 |
| 0 | 1000 |
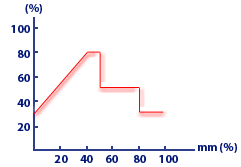
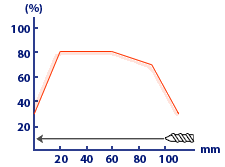
絶対充填プロファイル: 最大ラム速度パーセンテージ VS ラム位置
次の例では、任意の開始ラム位置の値 110 mm が使用されています。
| ラム位置 (mm) | 最大ラム速度% |
|---|---|
| 110 | 30 |
| 90 | 70 |
| 60 | 80 |
| 20 | 80 |
| 0 | 30 |
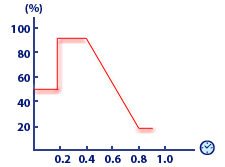
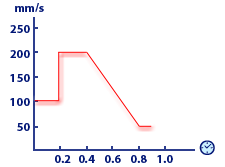
絶対充填プロファイル: ラム速度 VS 時間
射出開始からの絶対時間として、時間値を入力します。
| 時間 (秒) | ラム速度 (mm/s) |
|---|---|
| 0 | 100 |
| 0.2 | 100 |
| 0.2 | 200 |
| 0.4 | 200 |
| 0.8 | 50 |
絶対充填プロファイル: 流量 VS 時間
射出開始からの絶対時間として、時間値を入力します。
| 時間 (秒) | 流量 (cm^3/s) |
|---|---|
| 0 | 1000 |
| 0.1 | 1000 |
| 0.1 | 2500 |
| 0.8 | 2500 |
| 0.8 | 500 |
絶対充填プロファイル: 最大ラム速度パーセンテージ VS 時間
射出開始からの絶対時間として、時間値を入力します。
| 時間 (秒) | 最大ラム速度 % |
|---|---|
| 0 | 50 |
| 0.2 | 50 |
| 0.2 | 90 |
| 0.4 | 90 |
| 0.8 | 20 |