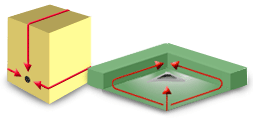
エアー トラップは、複数のフロー フロントの合流時に気泡が取り囲まれて発生します。
閉じ込められた空気は、不完全な充填や保圧の原因となり、多くの場合、最終的な成形品表面の外観不良の原因になります。キャビティに閉じ込められた空気が圧縮され発熱し、焼けが発生する可能性がある。
原因
-
レーストラック現象。レーストラック現象は、溶融樹脂が、薄肉領域より厚肉領域に容易に流入する場合に発生する。流れが分岐し、厚肉領域を充填した後、再び合流し、薄肉領域を充填する。再び合流した流れは、逆流して、薄肉領域で接近する流れと合流することがある。
-
ためらい。複数のフロー パスがある成形品では、薄肉領域において、流動速度が遅い部分やためらいが発生する可能性がある。
-
アンバランスなフロー パス。レーストラック現象やためらいが発生しなくても、アンバランスなフロー パスがあるとエアートラップが発生することがある。肉厚が均一の成形品では、各フロー パスの物理的な長さが異なると、エアー トラップが発生することがある。
-
不十分なエアー ベント(ガス抜き)。最終充填領域でのベントの欠如や不足は、エアー トラップを発生させる一般的な原因の 1 つである。
対策
-
フロー パスのバランス調整
-
ためらいやレーストラック現象の発生防止
-
ランナーバランスの調整。ランナー システムを変更して、適切なベント位置が最終充填領域となるように、充填パターンを変更する。
-
適切なエアー ベントの設置。エアー トラップの発生場所を、排気が容易な領域に移動するか、またはエジェクタ ピンやベント ピンを取り付けて排気する。
ある問題を解決すると、射出成形プロセス上の別の問題を引き起こすことがよくあります。このため、金型設計仕様を総合的に考慮して対策を行なう必要があります。