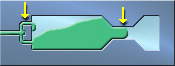
ショート ショットは、キャビティの充填が不完全な成形品の不良です。
成形品でショート ショットが発生すると、樹脂がキャビティに完全に充填されません。フロー パスが完全に充填される前に流動が停止します。

高品質の成形品を保証するには、キャビティに樹脂が十分に充填されることも必要です。そのため、単に成形品が充填されるかどうかではなく、"高品質な成形品が作成されることも確認する必要があります。"""
原因
-
流動の制限。流路の固化や不適切なランナー設計
-
ためらい、および長い流動長または複雑なフロー パス
-
不十分なエアー ベント(ガス抜き)。エアートラップが排気されないことに起因する背圧のために、ショート ショットが発生することがある。
-
低い樹脂温度または金型温度
-
キャビティに流入する材料が不十分。成形機のサイズが小さい、射出体積が少ない、または射出速度が不適切である。
-
成形機の不良。ホッパーが空、材料供給口の遮断、または逆流防止(チェック)弁の磨耗などによる圧力損失や樹脂漏れ
対策
次の対策方法を実行する前に、他のすべての結果をチェックして、ショート ショットの正確な原因を特定してください。
-
ためらいの防止
-
エアー トラップの防止。実際にエアー トラップが存在する場合は、その発生場所を容易にベントできる領域に移動するか、またはエアーを排気するエジェクタ ピンを取り付ける。
-
金型と樹脂の温度の増加。これにより、樹脂の粘度が低下し、樹脂の流動性がよくなる。
-
射出速度の増加この結果、せん断熱の上昇により樹脂の粘度が低下し、樹脂の流動性がよくなる。
-
成形品形状の変更。それぞれのパスが同じ時間と同じ圧力で充填されるように流動バランスを調整する。必要に応じて、薄肉部分の肉厚を厚くしたり、複雑なフロー パスを単純化する。
-
材料の変更現在の材料より低粘度の(メルト フロー レートが高い)材料の選択より流動性の良い(メルトフローレートの高い)材料を選択することで、成形品の射出圧力を低減できる。
- 成形機の射出圧力の増加
ある問題を解決すると、射出成形プロセス上の別の問題を引き起こすことがよくあります。このため、金型設計仕様を総合的に考慮して対策を行なう必要があります。