ガス射出成形で、ガス射出プロファイルを使用してガス速度を制御することにより、樹脂のフロー フロントの速度を制御できます。
充填プロファイルを使用して樹脂の充填を制御します。一般に、樹脂の充填終了とガス射出開始の間には遅延時間があり、これにより金型内の材料が少し冷却されます。ガスを射出して充填過程を完了し、保圧過程で圧力を維持します。
ガスが樹脂を押し込むにつれ、ガス フロントと樹脂のフロー フロントの間の樹脂は減少していくため、金型内で樹脂を押し込んで充填を完了させるのに必要なガス圧力は、時間の経過とともに減少します。下図は、ガス フロントと樹脂のフロー フロントの間の距離が時間の経過とともに狭くなる様子を示しています。

ガス射出時に一定圧力を使用することは、金型の充填のためにガスによって樹脂が押し込まれて発生する樹脂のせん断熱が増加します。樹脂の射出は一般に非常に速いため、これをプロファイルすることは困難です。残りの充填過程および保圧過程で、ガス射出圧力を徐々に減少させるプロファイルを使用することで、次のような問題が防止できます。
- サーフェス不良
- 不均一な肉厚
- 金型壁面へのガスのフィンガリング
- 強度不良
- バリ
ガス射出プロファイルを指定して、短い遅延時間の後に、樹脂射出圧力よりも低い圧力を使用して開始させます。これにより、残りの充填過程および保圧過程で、ガス圧力が徐々に減少します。
次のグラフと表は、ガス射出がガス体積コントローラによって指定された相対ガス プロファイルを示しています。グラフは充填プロファイルからガス射出プロファイルへの変更も示しています。樹脂射出終了とガス射出開始の間には 0.2 秒の遅延時間があります。ガス射出の継続時間のパーセンテージをグラフの上部に示しています。
注: ガス射出プロファイルは、樹脂射出プロファイル、または樹脂射出とガス射出間の遅延時間は含みません。
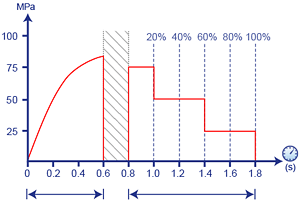
(0–0.6 秒)樹脂射出プロファイル、(0.8–1.8 秒)ガス射出プロファイル
次の表の相対ガス射出プロファイルは、上のグラフに示されています (0.8 秒で開始、1.8 秒で終了)。
| ガス射出時間 (%) | ガス体積 (%) |
|---|---|
| 0 | 75 |
| 20 | 75 |
| 20 | 50 |
| 60 | 50 |
| 60 | 25 |
| 100 | 25 |
| 100 | 0 |